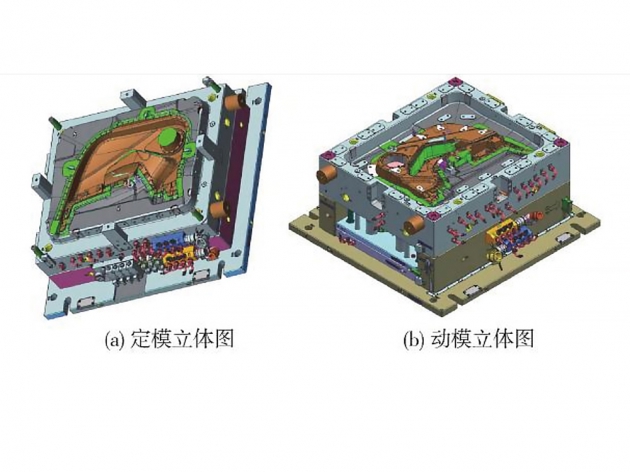
針對汽車左前門板的尺寸大小���、結構特點和工藝要求,設計了一副大型薄壁順序閥控制的熱流道注塑模具��。
來源: 發(fā)布時間:2025年03月19日 11:44:48 閱讀:9599
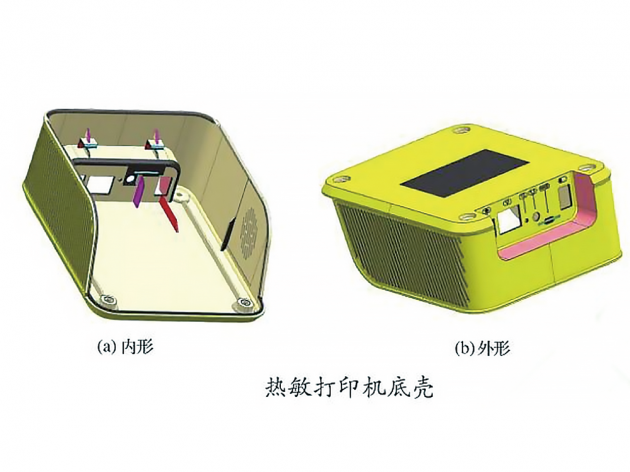
分析熱敏打印機底殼的結構特點�����,利用UG及Moldfow軟件進行建模并模擬注塑成型過程。結果表明:澆口位置由底部中心改為螺紋裝配孔處能夠有效避免試模時產(chǎn)生的熔接痕�����,填充效果良好���。根據(jù)模流分析結果得出��,最佳熔體...
來源: 發(fā)布時間:2025年03月13日 15:36:32 閱讀:12710
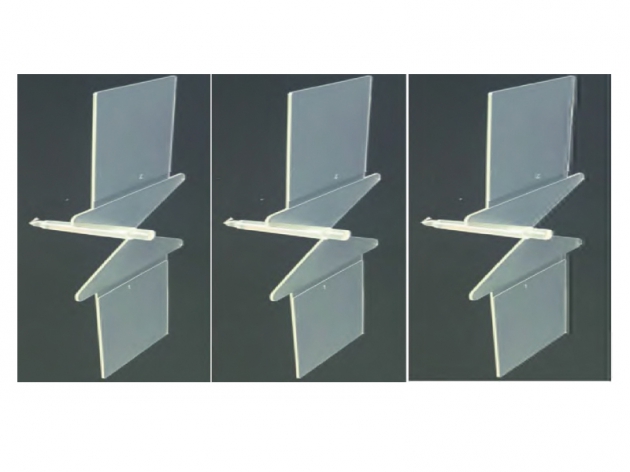
采用不同注塑成型方式對聚丙烯透明料霧度測試試樣進行了制備����,針對聚丙烯透明料霧度有影響的關鍵因素注塑壓力�、注塑速度、熔體溫度��、保壓壓力等進行了實驗探究��,確定了霧度試樣制備最佳工藝參數(shù)為:注塑壓力55.52...
來源: 發(fā)布時間:2025年02月28日 09:53:53 閱讀:11348
排水管作為基礎設施�����,其成型質(zhì)量直接影響居民的生活�����,因此對排水管的成型質(zhì)量要求越來越高。以聚氯乙烯(PVC)建筑排水管為研究對象���,以熔體溫度���、保壓壓力、模具溫度和冷卻時間4個因素為試驗變量�����,以排水管的翹...
來源: 發(fā)布時間:2025年02月19日 08:51:54 閱讀:7677
本文應用Moldflow模流分析技術對即將開發(fā)的注塑件的成型方案進行仿真分析����,首先,根據(jù)產(chǎn)品的結構特征確定最佳澆口位置���,設計成型方案并進行動態(tài)模流分析�����,預測注塑件可能存在的質(zhì)量問題。結果表明�����,初始方案的注...
來源: 發(fā)布時間:2025年01月13日 14:07:29 閱讀:9204
對高熔薄壁注塑聚丙烯專用料的工藝生產(chǎn)方法和工藝技術進行介紹,同時結合生產(chǎn)裝置現(xiàn)有的Innovene氣相工藝�����,重點對聚合反應系統(tǒng)溫度�����、壓力和MFR調(diào)整等進行分析����,對擠壓機節(jié)流閥開度、筒體溫度���、模板溫度和切粒水溫...
來源: 發(fā)布時間:2024年12月06日 11:26:00 閱讀:10126
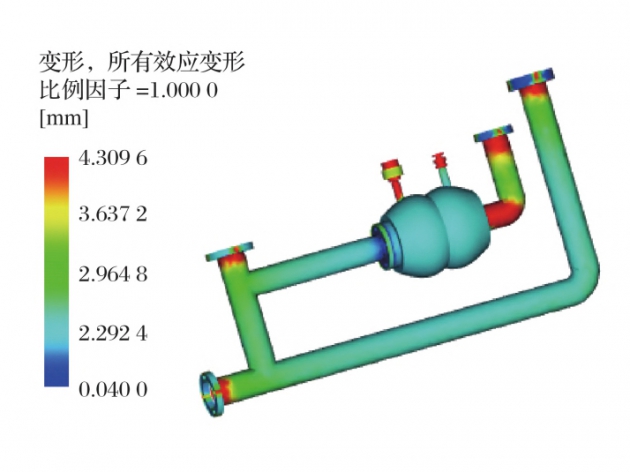
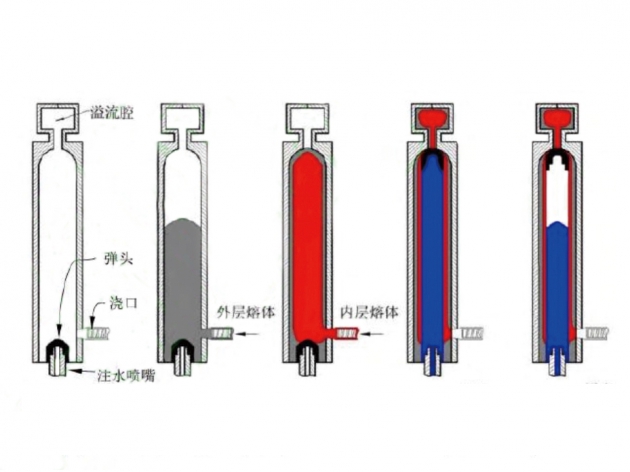
為研究玻纖含量對以長玻纖增強聚丙烯為外層材料�、純聚丙烯為內(nèi)層材料水驅(qū)動彈頭輔助共注射成型(W-PACIM)管件的影響����,采用試驗方法分析了玻纖含量對管件殘余壁厚、玻纖取向分布規(guī)律及管件耐壓性能的影響規(guī)律及影響...
來源: 發(fā)布時間:2024年12月04日 15:12:30 閱讀:10272
根據(jù)汽車后大燈鏡殼的結構特點,設計了一副大型薄壁精密注塑模具���。模具采用定模成型內(nèi)表面��、動模成型外表面及動模側向抽芯機構,有效地解決了成型塑件脫模困難問題;模具采用三級定位機構,顯著提高了模具剛度和壽命;...
來源: 發(fā)布時間:2024年06月07日 11:55:55 閱讀:6599
為解決汽車B柱上飾板注塑成型過程中出現(xiàn)的體積收縮和翹曲變形等缺陷問題��,利用Moldex3D軟件���,采用滑石粉改性聚丙烯材料對其注塑成型過程進行模擬。以注射時間、熔體溫度、模具溫度��、保壓壓力�����、保壓時間為變量,體...
來源: 發(fā)布時間:2024年06月05日 13:55:31 閱讀:8030

























 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





