張維合��,馮婧����,趙利平�,胥永林���,閆麗靜��,費(fèi)強(qiáng)����,陶永杰�,陳卓航
(廣東科技學(xué)院,廣東東莞523000)
摘要:針對(duì)汽車(chē)左前門(mén)板的尺寸大小����、結(jié)構(gòu)特點(diǎn)和工藝要求,設(shè)計(jì)了一副大型薄壁順序閥控制的熱流道注塑模具��。模具喇叭網(wǎng)孔成型零件采用粉末冶金透氣鋼���,有效消除了喇叭網(wǎng)孔中填充不良和熔接痕等成型缺陷�。模具采用傾斜式導(dǎo)滑槽�,有效解決了傾斜式內(nèi)側(cè)倒扣脫模難題。模具采用由順序閥智能技術(shù)控制的熱流道澆注系統(tǒng)�����,有效解決了汽車(chē)左前門(mén)板尺寸大壁厚小熔體填充難題�。模具采用快速且均衡溫度控制系統(tǒng),注射周期縮短了約8%,尺寸精度達(dá)到了MT3(GB/T14486—2008)�����。
關(guān)鍵詞:汽車(chē)左前門(mén)板���;大型注塑模具���;順序閥熱流道;側(cè)向抽芯機(jī)構(gòu)
前言
汽車(chē)門(mén)板是汽車(chē)內(nèi)飾件的重要組成部分���,位于汽車(chē)車(chē)門(mén)的內(nèi)側(cè)�。為因應(yīng)輕量化���、美觀化和安全性要求���,汽車(chē)門(mén)板都采用塑料,由注塑模具注射成型。汽車(chē)門(mén)板批量大�����,尺寸大����,結(jié)構(gòu)復(fù)雜,汽車(chē)門(mén)板注塑模具是典型的大型�、薄壁、精密�����、復(fù)雜且長(zhǎng)壽命注塑模具����,設(shè)計(jì)難度大,設(shè)計(jì)周期長(zhǎng)�����。本文介紹了某款新能源汽車(chē)左前門(mén)板注塑模具的先進(jìn)結(jié)構(gòu)及其創(chuàng)新技術(shù)�。
1 塑件結(jié)構(gòu)及成型工藝要求
圖1所示為某款新能源汽車(chē)左前門(mén)板零件圖,材料為PP/EPDM,收縮率取1.1%[1],其中EPDM乙烯����、丙烯和少量的非共軛二烯烴的共聚物���,是乙丙橡膠的一種��,能夠提高門(mén)板的抗沖擊彈性[2]���。塑件結(jié)構(gòu)特點(diǎn)和成型工藝要求如下:(1)塑件尺寸為:804.8mm×721.3mm×102.4mm,平均壁厚2.6mm,流長(zhǎng)比約為200,為典型的大型薄壁塑件����,成型困難�。(2)塑件外形復(fù)雜,塑件內(nèi)���、外側(cè)面共有S1~S6共6個(gè)與脫模方向不一致的倒扣���,脫模困難。(3)塑件外觀面(俗稱(chēng)A面)蝕皮紋�����,脫模斜度均大于或等于5°(4)基于車(chē)門(mén)的位置����,成型塑件外觀面不允許有飛邊���、收縮凹陷、熔接痕等缺陷���,也不允許有黑斑和點(diǎn)澆口痕跡�。
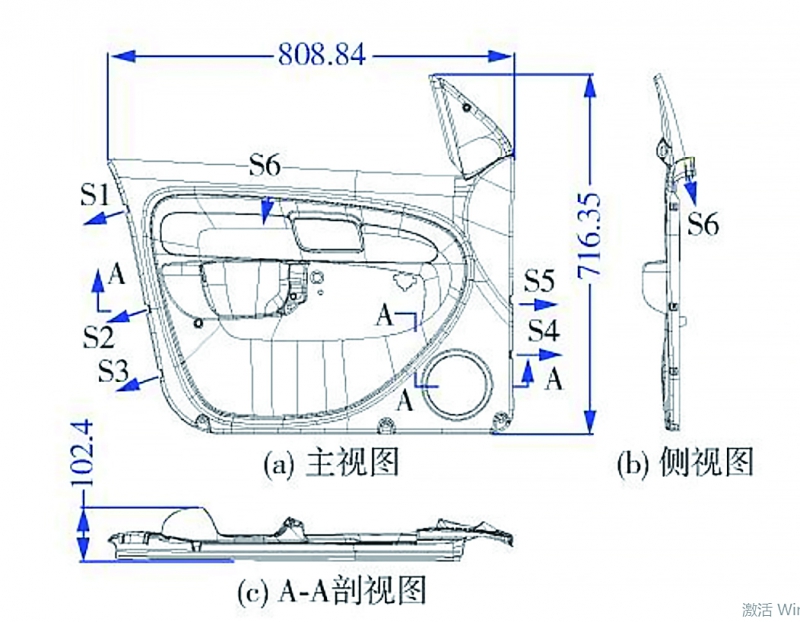
圖1 汽車(chē)左前門(mén)板零件圖
2 模具結(jié)構(gòu)設(shè)計(jì)
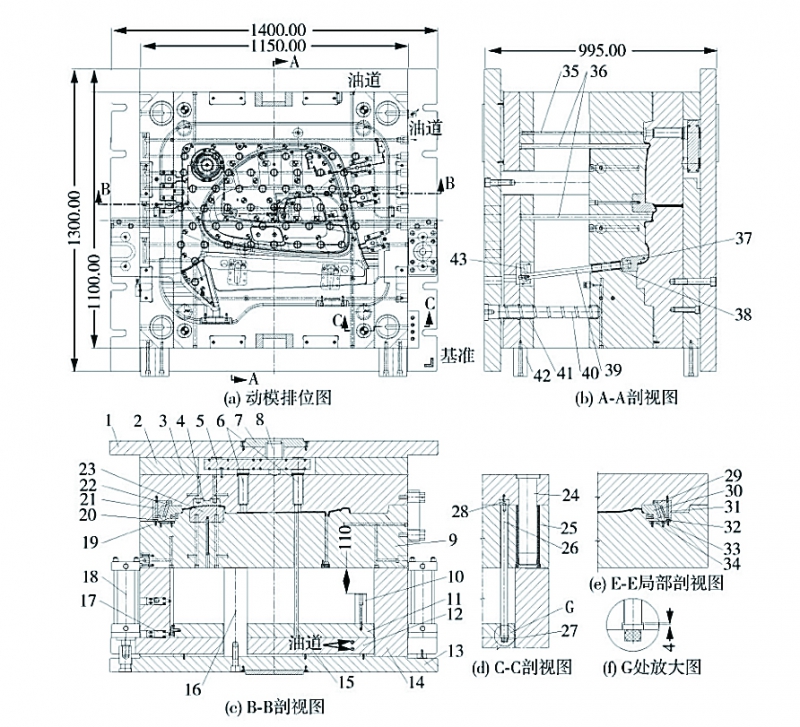
由于汽車(chē)左前門(mén)板屬于大型平板類(lèi)零件�����,為改善熔體填充�,模具采用熱流道澆注系統(tǒng),但由于塑件表面不允許有澆口痕跡����,塑料熔體最后由扇形澆口從側(cè)面進(jìn)入模具型腔。塑件內(nèi)外側(cè)面共有6個(gè)倒扣�,其中S6為內(nèi)側(cè),倒扣面積大�����,倒扣深度10mm,模具中采用“斜頂+斜推桿”的內(nèi)側(cè)向抽芯機(jī)構(gòu)�;S1���、S2、S3���、S4����、S5為外側(cè)倒扣�����,模具采用“滑塊十斜導(dǎo)柱”抽芯結(jié)構(gòu)��。模具詳細(xì)結(jié)構(gòu)見(jiàn)圖2���。
1—定模固定板2—框板3—定模A板4—定模鑲件5—熱流道板6—二級(jí)熱射嘴
7一定位圈8—一級(jí)熱射嘴9—動(dòng)模B板10—限位柱11—推件固定板12—推件底板
13—動(dòng)模固定板14—方鐵15—推桿16—撐柱17—行程開(kāi)關(guān)18—頂出油缸19—滑塊
20—擋塊21—鎖緊塊22—斜導(dǎo)柱23—動(dòng)模鑲件24—導(dǎo)柱25—滾珠導(dǎo)套26—復(fù)位桿
27一彈力膠28—耐壓硬塊29—斜導(dǎo)柱30—滑塊31—鎖緊塊32—擋銷(xiāo)33—彈簧
34—耐磨塊35—流道拉桿36—塑件推桿37一斜頂38一斜推桿導(dǎo)套39—斜推桿
40—推件板導(dǎo)柱41—導(dǎo)套42—支撐柱43—斜推桿底座
圖2 汽車(chē)左前門(mén)板注塑模具結(jié)構(gòu)圖
本模具外形尺寸為:1400mm×13000mm×995mm,總質(zhì)量約10t,屬于超大型注塑模具[3]。
2.1 模具成型零件設(shè)計(jì)
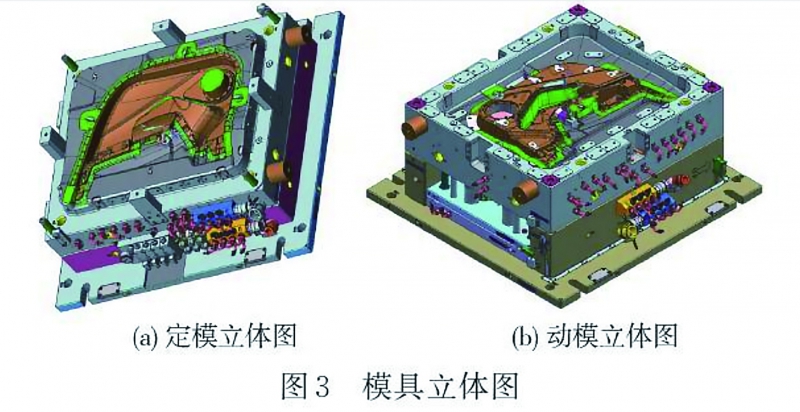
為提高模具剛度���,減小模具的外形尺寸���,模具定、動(dòng)模成型零件與模板采用一體式結(jié)構(gòu)��,即型腔直接開(kāi)在定模A板和動(dòng)模B板上,定模A板選用P20模具鋼�����,動(dòng)模B板選用718模具鋼[4]�����。模具定模A板和動(dòng)模B板采用四面圍邊的錐面定位結(jié)構(gòu)����,詳見(jiàn)圖3模具立體圖。
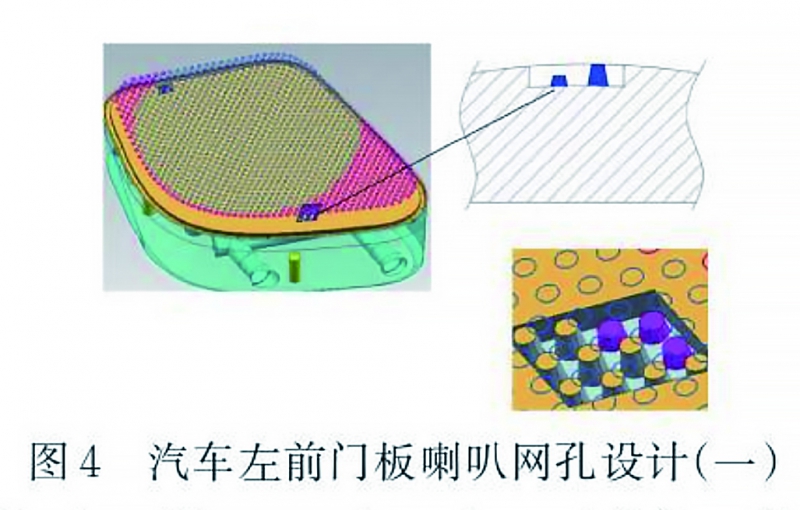
本模具成型零件設(shè)計(jì)的難點(diǎn)是門(mén)板喇叭網(wǎng)孔成型結(jié)構(gòu)的設(shè)計(jì)��。由于喇叭網(wǎng)孔數(shù)量多���,模具設(shè)計(jì)圖中若全部畫(huà)出會(huì)嚴(yán)重影響電腦運(yùn)行速度��,因此門(mén)板喇叭網(wǎng)孔設(shè)計(jì)時(shí)�,不要在3D上面把每一個(gè)喇叭網(wǎng)孔都設(shè)計(jì)出來(lái)��,只需要設(shè)計(jì)少部分的參考喇叭網(wǎng)孔����,再在零件上面設(shè)計(jì)上不同顏色的喇叭網(wǎng)孔分布線����,以2D線條來(lái)表示喇叭網(wǎng)孔的分布���,見(jiàn)圖4��。
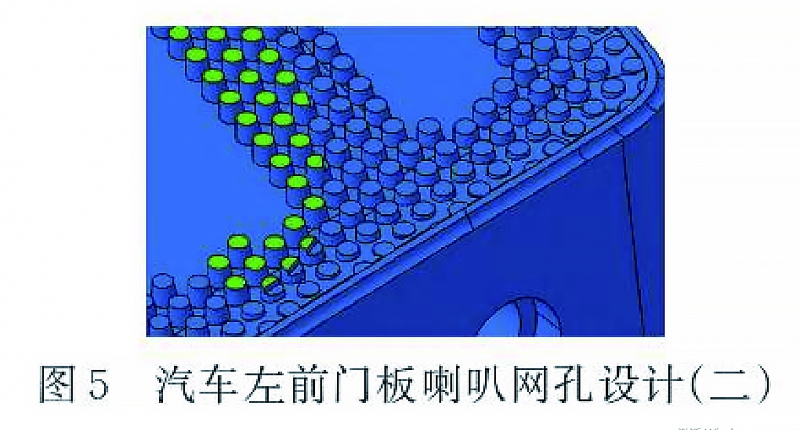
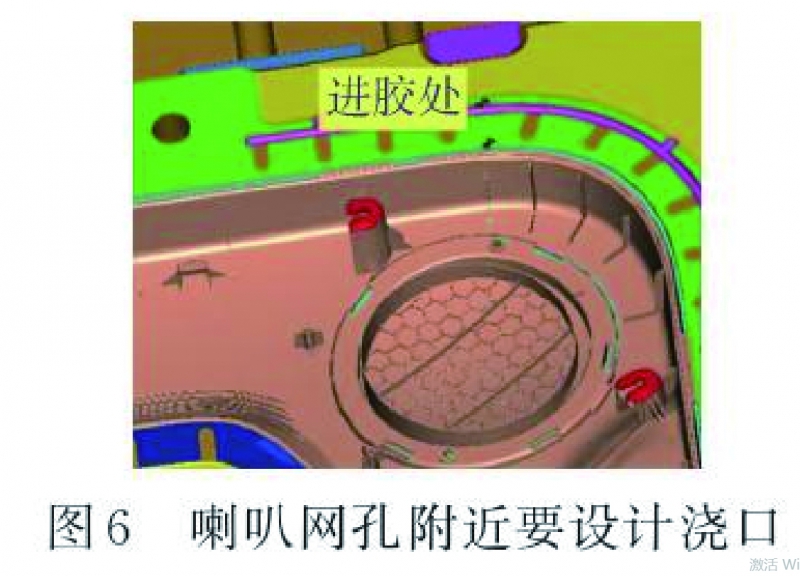
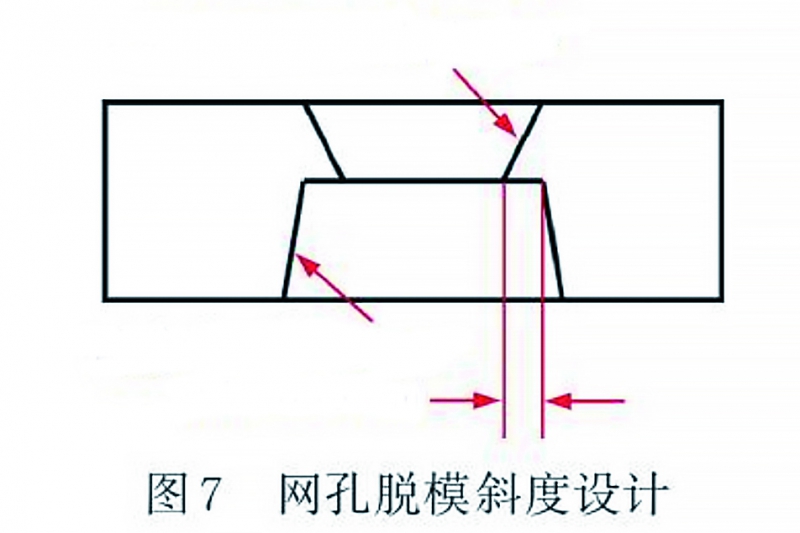
本例以碰穿網(wǎng)孔的高度為基準(zhǔn)����,長(zhǎng)鋼料封膠���,在局部切出幾個(gè)喇叭網(wǎng)孔作為網(wǎng)孔尺寸基準(zhǔn)進(jìn)行設(shè)計(jì)。如果碰穿網(wǎng)孔或者不碰穿網(wǎng)孔都不等高��,那么我們需對(duì)所有不同高度的網(wǎng)孔都進(jìn)行3D真實(shí)建模�。這種設(shè)計(jì)方法只針對(duì)圓形網(wǎng)孔,其他形狀網(wǎng)孔需3D真實(shí)建模�。碰穿與不碰穿的網(wǎng)孔在3D設(shè)計(jì)時(shí)要有區(qū)分,用顏色區(qū)分最好��,見(jiàn)圖5��。由于碰穿孔對(duì)塑料熔體阻力大���,喇叭網(wǎng)孔附近要設(shè)計(jì)澆口����,以改善熔體填充,提高保壓效果�,消除熔接痕,見(jiàn)圖6���。汽車(chē)門(mén)板喇叭網(wǎng)孔定模型腔脫模斜度應(yīng)盡量大���,定、動(dòng)模對(duì)碰處要設(shè)計(jì)0.1~0.15mm臺(tái)階(見(jiàn)圖7),動(dòng)模對(duì)應(yīng)位置應(yīng)設(shè)計(jì)加強(qiáng)筋骨防止黏定模�。
為避免困氣,喇叭網(wǎng)孔鑲件采用粉末冶金透氣鋼����。透氣鋼雖然貴,但排氣效果好�。如果采用P20模具鋼,需要在網(wǎng)孔鑲件上設(shè)計(jì)排氣針或者鑲針�,網(wǎng)孔鑲件底部還要設(shè)計(jì)排氣槽,但這種排氣槽很容易被膠粉和油污堵塞��,導(dǎo)致排氣不暢而影響熔體填充,由此造成的損失會(huì)生產(chǎn)成本更高[5]���。
2.2 模具導(dǎo)向定位系統(tǒng)設(shè)計(jì)
模具導(dǎo)向定位系統(tǒng)攸關(guān)大型��、精密和長(zhǎng)壽命注塑模具設(shè)計(jì)的成敗��。汽車(chē)左前門(mén)板注塑模具設(shè)計(jì)了4支圓導(dǎo)柱和4支方導(dǎo)柱��,其中圓導(dǎo)柱布置在模具的4個(gè)角上����,尺寸為φ80mm×300mm����。方導(dǎo)柱布置在模具4個(gè)邊的中間位置,尺寸為50mm×150mm×300mm���。方導(dǎo)柱既起導(dǎo)向作用又起定位作用,詳見(jiàn)圖2和圖3�。4支圓導(dǎo)柱和四支方導(dǎo)柱都裝配在定模A板上,這種結(jié)構(gòu)既方便成型塑件取出�����,又方便模具制造��,在配模時(shí)4支導(dǎo)柱還可作為支撐腳用[6]。
在五組“滑塊+斜導(dǎo)柱”的側(cè)向抽芯機(jī)構(gòu)中����,每個(gè)滑塊都由鎖緊塊推回復(fù)位,為減小鎖緊面之間的磨損�,導(dǎo)柱24必須在各鎖緊面接觸之前20mm就插入滾珠導(dǎo)套25內(nèi)。
2.3 模具澆注系統(tǒng)設(shè)計(jì)
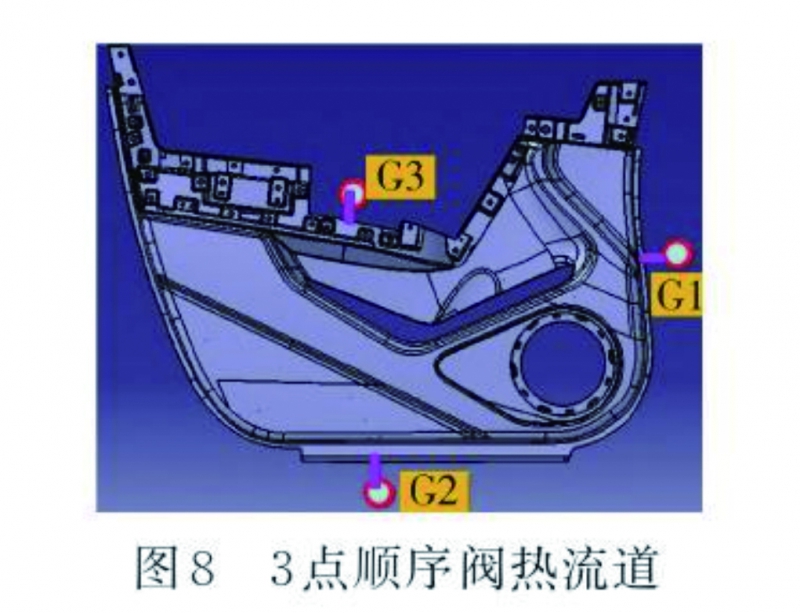
針對(duì)左前門(mén)板為大型�����、復(fù)雜���、薄壁平板類(lèi)塑件����,且喇叭網(wǎng)通孔多的特點(diǎn)�����,模具采用“3點(diǎn)熱射嘴+熱流道板”的澆注系統(tǒng)�����。3點(diǎn)進(jìn)料勢(shì)必產(chǎn)生多條熔接痕,熔接痕不但影響美觀�����,也會(huì)減小門(mén)板的強(qiáng)度��。為了消除熔接痕或把熔接痕趕到非外觀面����,3個(gè)熱射嘴的射膠時(shí)間和順序采用順序閥控制,順序閥由油缸的驅(qū)動(dòng)��,其開(kāi)閉順序和時(shí)間由模具智能化系統(tǒng)控制�,以得到最優(yōu)的成型質(zhì)量。由于門(mén)板表面不能有澆口痕跡��,故只能采用“熱流道+冷流道”組合式澆注系統(tǒng)����,熔體經(jīng)熱流道、冷流道��,最后由3個(gè)扇形澆口從側(cè)面進(jìn)入型腔[1-2���,7]。澆口位置見(jiàn)圖8,圖中G1、G2和G3為熱射嘴位置�����。熱射嘴至塑件邊緣的流道長(zhǎng)度不宜超過(guò)50mm,過(guò)長(zhǎng)的冷流道會(huì)導(dǎo)致熱量及壓力損失過(guò)大��。
2.4 模具側(cè)向抽芯機(jī)構(gòu)設(shè)計(jì)
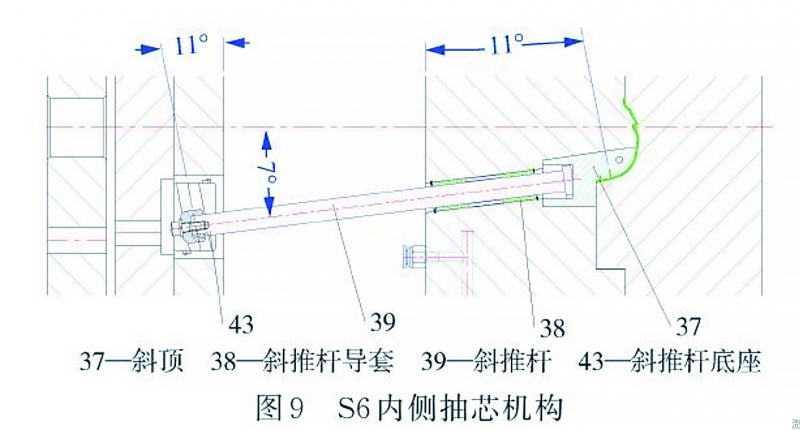
側(cè)向分型與抽芯機(jī)構(gòu)是本模具最復(fù)雜的結(jié)構(gòu)之一�����。成型塑件存在6個(gè)與開(kāi)模方向不一致的倒扣����,其中倒扣S1~S5在塑件外側(cè),模具采用了“滑塊+斜導(dǎo)柱+彈簧擋銷(xiāo)”的側(cè)向抽芯機(jī)構(gòu)����,S6為內(nèi)側(cè)倒扣,倒扣深度10mm,面積較大�����,模具采用了“斜頂+斜推桿”的內(nèi)側(cè)抽芯機(jī)構(gòu)[8]�。模具側(cè)向抽芯機(jī)構(gòu)詳見(jiàn)圖2(b)、(c)��、(e)。S6倒扣抽芯距離較大����,為避免成型塑件在側(cè)向抽芯時(shí)黏斜頂,導(dǎo)致塑件變形甚至斷裂���,側(cè)向加強(qiáng)筋的脫模斜度不得小于2°���。另外,由于S6倒扣方向不是和脫模方向垂直�����,屬于傾斜式內(nèi)側(cè)抽芯�,故斜推桿的底座中滑動(dòng)導(dǎo)軌的方向必須與內(nèi)側(cè)抽芯的傾斜角度一致,即采用傾斜式導(dǎo)滑槽���,否則����,內(nèi)側(cè)抽芯時(shí)加強(qiáng)筋會(huì)斷裂�,見(jiàn)圖9。
由于成型塑件對(duì)斜頂包緊力較大���,在汽車(chē)左前門(mén)板模具斜頂?shù)脑O(shè)計(jì)中�����,要防止側(cè)向抽芯時(shí)塑件對(duì)斜頂?shù)恼尺B���,避免斜頂將塑件拉裂。
2.5 模具溫度控制系統(tǒng)設(shè)計(jì)
成型塑件的冷卻時(shí)間占成型周期的80%左右��,成型塑件的填充不良和翹曲變形通常都是模具型腔各處的溫度不合理造成的�。對(duì)于汽車(chē)左前門(mén)板這種汽車(chē)最重要的大型內(nèi)飾件,溫度控制系統(tǒng)設(shè)計(jì)原則是使模具能夠均衡冷卻和快速冷卻����,為此冷卻水道之間的距離必須合理,冷卻水道距離型腔面應(yīng)大致相等���。
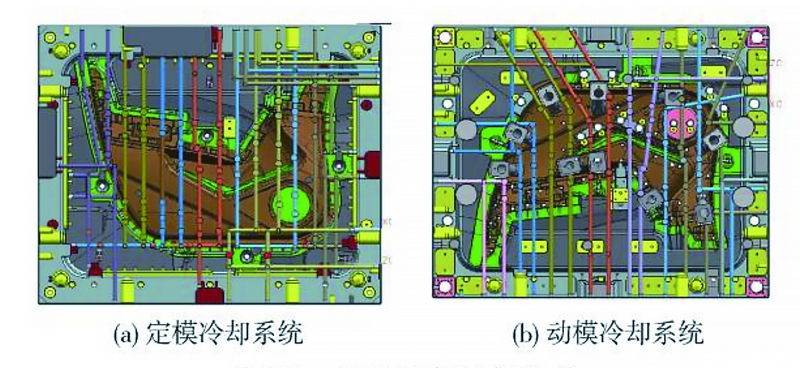
根據(jù)以上原則��,汽車(chē)左前門(mén)板模具溫度控制系統(tǒng)動(dòng)模采用8組冷卻水路�����,定模采用10組冷卻水路���,每條冷卻水路都由直通式水管和隔片式冷卻水井組成���,詳見(jiàn)圖10,圖中不同的顏色表示不同的冷卻水路。模具冷卻水路沿型腔等距離布置��,縱橫交錯(cuò)�����,呈網(wǎng)格狀�����。冷卻水流動(dòng)方向與料流方向大致相同��,進(jìn)出水路長(zhǎng)度大致相等����,水道之間的間距保證在50~60mm之間,冷卻水道距型腔面在20~25mm之間�,冷卻水道與推桿、推塊等推件孔保持了至少8mm的距離[9]�。本模具定動(dòng)模設(shè)計(jì)了網(wǎng)孔鑲件,動(dòng)�����、定模網(wǎng)孔鑲件和斜頂都單獨(dú)設(shè)計(jì)一組冷卻水冷卻?����?焖偾揖獾睦鋮s系統(tǒng)大大提高了成型質(zhì)量和模具的勞動(dòng)生產(chǎn)率�。成型塑件尺寸精度提高了一級(jí)���,達(dá)到了MT3(GB/T14486—2008),注射周期縮短了約8%��。
2.6 脫模系統(tǒng)設(shè)計(jì)
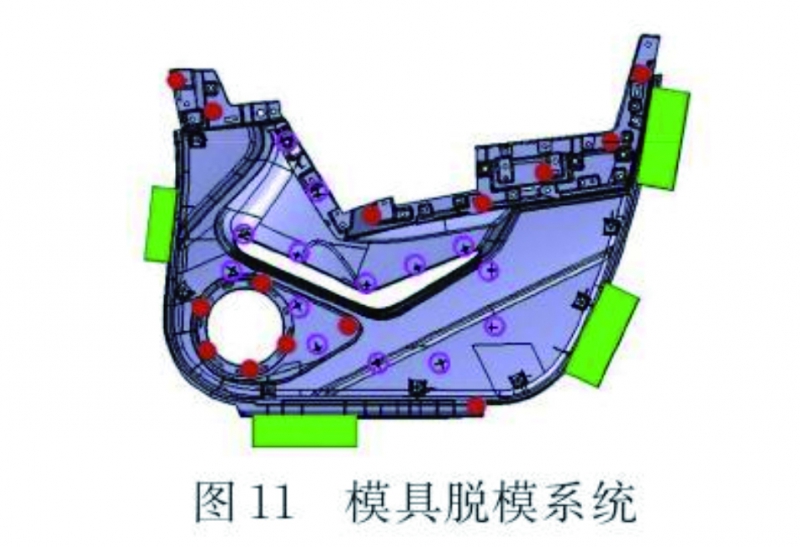
汽車(chē)左前門(mén)板模具脫模系統(tǒng)包括了推桿�、推管����、推塊等所有的常規(guī)推出零件,各推件的位置詳見(jiàn)圖11,圖中粉紅色為推管(即司筒),綠色區(qū)域?yàn)橥茐K��,紅色的為圓頂針位置����。這些推出零件固定在推件固定板11上,推件固定板11由4個(gè)頂出油缸18驅(qū)動(dòng)���,其作用是將脫模零件推出并拉回復(fù)位�,復(fù)位的準(zhǔn)確度由行程開(kāi)關(guān)17控制。因?yàn)槭翘卮笮湍>?����,推件固定板須設(shè)計(jì)了6支導(dǎo)柱和導(dǎo)套����,推件底板下方設(shè)計(jì)了6個(gè)限位釘。定模A板與復(fù)位桿接觸的區(qū)域都設(shè)計(jì)了一塊比復(fù)位桿大10mm的回復(fù)硬塊�,回復(fù)硬塊選用油鋼DF2(冷作工具鋼),并經(jīng)淬火熱處理。模具設(shè)計(jì)了平衡布置的6支限位柱��,頂出距離控制在110mm��。推桿排布在包緊力大的位置�����,最大直徑φ20mm��。
由于斜頂37須依靠定模A板3推回復(fù)位�,為了防止二者反復(fù)撞擊使定模A板3產(chǎn)生凹陷,從而影響斜頂37復(fù)位精度,模具設(shè)計(jì)了復(fù)位桿先復(fù)位機(jī)構(gòu)���,即在復(fù)位桿的大端下方設(shè)計(jì)一塊彈力膠27,見(jiàn)圖2(f)����。開(kāi)模后�����,彈力膠27將復(fù)位桿26向前推出4mm,合模時(shí)��,定模A板3提前4mm接觸到復(fù)位桿26,從而提前將斜頂37推回復(fù)位�����,大大減小了斜頂37和定模A板3的撞擊力度��。
3 模具排氣系統(tǒng)設(shè)計(jì)
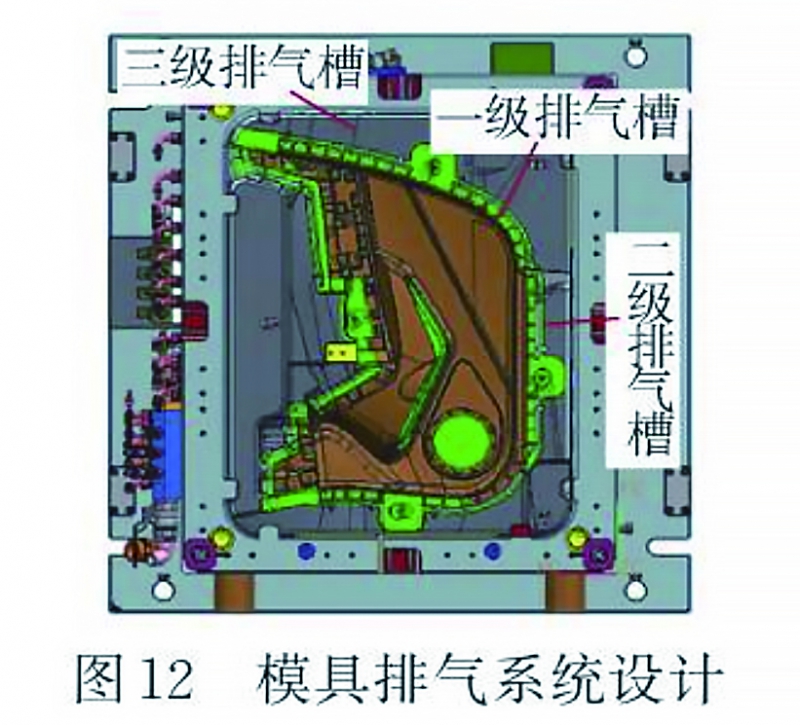
汽車(chē)左前門(mén)板體積大���,模具在注射成型過(guò)程中型腔內(nèi)有大量氣體需要及時(shí)排出,若排氣不良���,會(huì)嚴(yán)重影響成型塑件的質(zhì)量�����,出現(xiàn)填充不良��、困氣甚至?xí)顾芗瘸尚腿毕?。另外,成型塑件和型腔接觸面積大�����,開(kāi)模時(shí)外部氣體必須及時(shí)進(jìn)入型腔���,否則就會(huì)形成真空�,造成黏定模型腔或脫模困難�。汽車(chē)左前門(mén)板注塑模具屬于平板類(lèi)零件,模具主要通過(guò)分型面排氣�����,分型面上的排氣槽沿型腔布置�,由一級(jí)排氣槽、二級(jí)排氣槽和三級(jí)排氣槽組成�����,排氣槽開(kāi)設(shè)在定模側(cè)的分型面上,詳見(jiàn)圖12���。一級(jí)排氣槽深度0.04mm,二級(jí)排氣槽深度0.5mm,三級(jí)排氣槽深度1mm,排氣槽寬度均為10mm�����。分型面上的排氣槽加工方便���,易清理,排氣效果好�。
4 模具工作過(guò)程
(1)注射充模:熔體依次經(jīng)過(guò)一級(jí)熱射嘴8、熱流道板5�����、二級(jí)熱射嘴6進(jìn)入分型面之間的冷流道�,最后由扇形澆口進(jìn)入模具型腔���。它分3個(gè)階段:流動(dòng)充模���、保壓補(bǔ)料、防止倒流��。(2)冷卻定型:在溫度控制系統(tǒng)作用下,熔體冷卻和固化����。(3)開(kāi)模及外側(cè)抽芯:成型塑件固化至足夠剛性后,注塑機(jī)驅(qū)動(dòng)動(dòng)模開(kāi)模���。在開(kāi)模過(guò)程中����,5支斜導(dǎo)柱撥動(dòng)5個(gè)滑塊對(duì)成型塑件進(jìn)行外側(cè)抽芯���。開(kāi)模距離500mm,由注塑機(jī)控制����。(4)脫模及內(nèi)側(cè)抽芯:注塑機(jī)頂出油缸18推動(dòng)推件固定板11,一邊推動(dòng)推桿��、推管和推塊將成型塑件推離動(dòng)模�����,一邊推動(dòng)斜推桿39及斜頂37進(jìn)行內(nèi)側(cè)抽芯����。(5)合模復(fù)位:塑件由機(jī)械手取出后����,頂出油缸18拉動(dòng)推件固定板11復(fù)位���,推出零件及斜推桿最后在復(fù)位桿26作用下準(zhǔn)確復(fù)位����,行程開(kāi)關(guān)17打開(kāi)�����,注塑機(jī)推動(dòng)動(dòng)模合模��,模具開(kāi)始下一次注射成型���。
5 結(jié)論
(1)汽車(chē)左前門(mén)板喇叭網(wǎng)孔成型零件采用粉末冶金透氣鋼���,提高了排氣效果����,改善了熔體流動(dòng),成功消除了喇叭網(wǎng)孔填充不良和熔接痕等成型缺陷���。模具采用傾斜式導(dǎo)滑槽�,有效解決了傾斜式內(nèi)側(cè)倒扣脫模難題。
(2)模具3個(gè)針閥式熱射嘴采用順序閥熱流道智能控制技術(shù)(簡(jiǎn)稱(chēng)SVG),精確控制噴嘴的流量和壓力��,成功解決了大型薄壁塑件熔體填充難題�,大大提高了成型質(zhì)量。
(3)動(dòng)����、定模共18組水路呈網(wǎng)格狀,縱橫交錯(cuò)��,有效達(dá)到了模具型腔各處的溫度平衡���,這種溫度控制系統(tǒng)應(yīng)用效果明顯�,注射周期縮短了約8%,尺寸精度達(dá)到了MT3(GB/T14486-2008)設(shè)計(jì)要求����。
模具設(shè)計(jì)思路正確,結(jié)構(gòu)先進(jìn)合理���,對(duì)大型���、薄壁��、精密�����、長(zhǎng)壽命注塑模具設(shè)計(jì)具有較強(qiáng)的參考價(jià)值��。模具順利投產(chǎn)��,運(yùn)行安全���,各項(xiàng)指標(biāo)均達(dá)到設(shè)計(jì)要求。
參考文獻(xiàn) :
[1]張維合.注射模具設(shè)計(jì)實(shí)用手冊(cè)[M].北京:化學(xué)工業(yè)出版社�, 2011:112-177.
[2]張維合.汽車(chē)注塑模具設(shè)計(jì)要點(diǎn)與實(shí)例[M].北京:化學(xué)工業(yè)出版 社,2016:23-45.
[3]萬(wàn)鵬程.汽車(chē)保險(xiǎn)杠注射模澆注系統(tǒng)設(shè)計(jì)與成型參數(shù)優(yōu)化[M].昆明理工大學(xué)出版社�,2011,58-75.
[4]沈忠良,鄭子軍�����,肖國(guó)華���,等.汽車(chē)中控面板IMD 成組模具設(shè)計(jì) [J]. 工程塑料應(yīng)用,2017,45(1):70-75.
[5]吳夢(mèng)陵�,Moldfow 模具分析實(shí)用教程[M].2 版.北京:電子工業(yè)出版社.2018.
[6]張維合.基于順序閥熱流道技術(shù)汽車(chē)導(dǎo)流板注射模設(shè)計(jì)[J].塑料 科技���,2018,46(12):100-105.
劉彥國(guó).塑料成型工藝與模具設(shè)計(jì)(第4版)[M]. 北京:人民郵電出版社,2018.
[7]周紀(jì)委�,王明偉.汽車(chē)尾門(mén)左右窗框飾板氣輔注塑模具設(shè)計(jì)[J]. 中國(guó)塑料,2023,37(11):141-148.
[8]CGLi,Yuguang Wu.Evolutionary optimization of plastic injection mould cooling system layout design[J].IEEE 2010:693-696.
[9]張?jiān)?汽車(chē)通風(fēng)管接頭注塑模具設(shè)計(jì)[J].塑料�,2023,52(05): 74-78.
[10]劉祥建,周佳睿���,姜?jiǎng)?基于Moldflow的按鈕開(kāi)關(guān)帽注塑模具設(shè)計(jì)[J]. 工程塑料應(yīng)用���,2023(06):97-102.
[11]Ren Jong,W Wu,Ch Liu,et al.A Collaboration NavigationSys- tem for Concurente Mold Design[J].The International Journal of AdvancedManufacturing Technology,2009,40(3/4):215-225.
[12]趙利平,張維合��,彭新華��,汽車(chē)座椅側(cè)護(hù)板注塑模具創(chuàng)新設(shè)計(jì) [J]. 中國(guó)塑料���,2023,37(10):139-143.













 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













