每個(gè)注塑產(chǎn)品在開(kāi)始設(shè)計(jì)時(shí)首先要確定其開(kāi)模方向和分型線�,以保證盡可能減少抽芯滑塊機(jī)構(gòu)和消除分型線對(duì)外觀的影響��。
來(lái)源: 發(fā)布時(shí)間:2019年05月07日 09:47:22 閱讀:4749
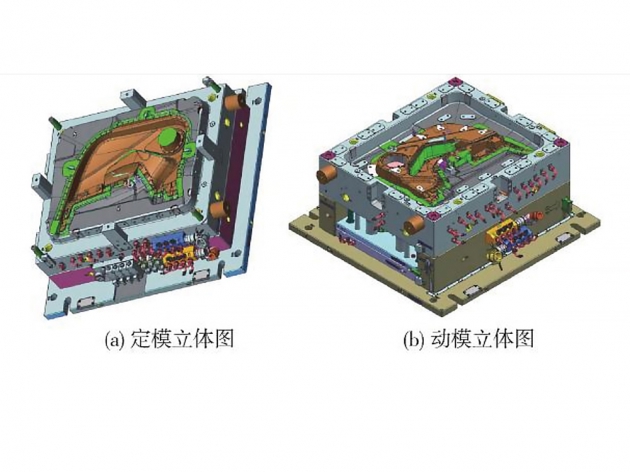
注塑模具是一種生產(chǎn)塑膠制品的工具;也是賦予塑膠制品完整結(jié)構(gòu)和精確尺寸的工具�。注塑模具的結(jié)構(gòu)形式和模具加工質(zhì)量直接影響著塑件制品質(zhì)量和生產(chǎn)效率��。注塑模具生產(chǎn)和塑料制品生產(chǎn)實(shí)踐中最常見(jiàn),最常出現(xiàn)的注塑模...
來(lái)源: 發(fā)布時(shí)間:2019年05月06日 09:43:01 閱讀:5691
若塑件發(fā)生不均勻收縮�����,往往造成內(nèi)應(yīng)力分布不均�����。若此應(yīng)力超過(guò)塑件剛度,將造成塑件翹曲及變形�����,影響塑件尺寸安定性���。
來(lái)源: 發(fā)布時(shí)間:2019年04月30日 09:48:43 閱讀:3393
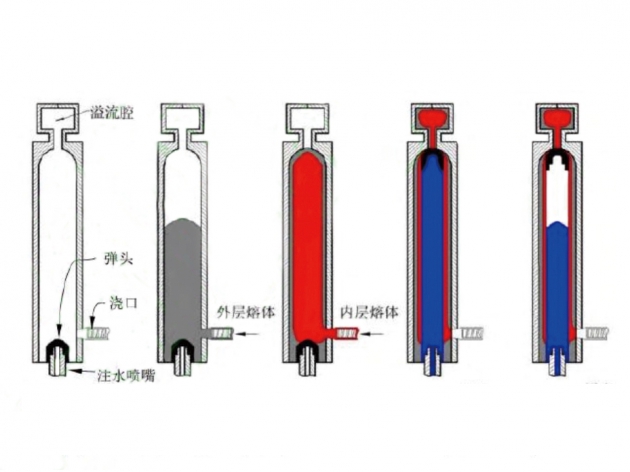
在螺桿推力的作用下�,已經(jīng)塑化好的熔料以一定的速率流經(jīng)料筒��、噴嘴�����、流道�、澆口等處后注入模腔,注射壓力也因克服流動(dòng)阻力而逐漸下降����。
來(lái)源: 發(fā)布時(shí)間:2019年04月25日 09:39:38 閱讀:7389
循環(huán)周期:注塑成型是一項(xiàng)綜合性的工藝,它與各段程序所進(jìn)行的時(shí)間有關(guān)����,因此也就直接影響聚合物固熔體和制品所經(jīng)過(guò)熱歷程和受力作用的時(shí)間,影響到制品質(zhì)量和生產(chǎn)效率���。
來(lái)源: 發(fā)布時(shí)間:2019年04月18日 11:58:18 閱讀:5852
聚合物的超分子結(jié)構(gòu)對(duì)注塑條件及制品性能的影響非常明顯�。聚合物按其超分子結(jié)構(gòu)可分為結(jié)晶型和非結(jié)晶型,結(jié)晶型聚合物的分子鏈呈有規(guī)則的排列�����,而非結(jié)晶態(tài)聚合物的分子鏈呈不規(guī)則的無(wú)定型的排列�����。不同形態(tài)表現(xiàn)出...
來(lái)源: 發(fā)布時(shí)間:2019年04月17日 11:56:35 閱讀:5202
注塑成型又稱注射模塑成型�����,它是一種注射兼模塑的成型方法���。注塑成型方法的優(yōu)點(diǎn)是生產(chǎn)速度快、效率高�,操作可實(shí)現(xiàn)自動(dòng)化�,花色品種多�,形狀可以由簡(jiǎn)到繁,尺寸可以由大到小����,而且制品尺寸精確,產(chǎn)品易更新?lián)Q代���,...
來(lái)源: 發(fā)布時(shí)間:2019年04月11日 16:48:48 閱讀:6733
模具溫度對(duì)結(jié)晶度及成型收縮率有一定的影響����,高模溫結(jié)晶度高����、耐磨性、硬度��、彈性模量增加����、吸水性下降、制品的成型收縮率增加�;低模溫結(jié)晶度低、韌性好�、伸長(zhǎng)率較高�。
來(lái)源: 發(fā)布時(shí)間:2019年04月10日 16:47:04 閱讀:7902
注塑工藝設(shè)定要考慮收縮率、流動(dòng)性���、結(jié)晶性�����、熱敏性塑料及易水解塑料���、應(yīng)力開(kāi)裂及熔體破裂����、熱性能及冷卻速度、吸濕性等因素��。
來(lái)源: 發(fā)布時(shí)間:2019年04月04日 09:32:31 閱讀:8332



















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













