曾毅 汪祥 李軍
(東風(fēng)汽車(chē)公司技術(shù)中心,武漢 430058)
摘要:結(jié)合軍車(chē)內(nèi)飾開(kāi)發(fā)的特殊要求,從吸塑成型工藝常用模具及其產(chǎn)品的試制工藝�、產(chǎn) 品特點(diǎn)出發(fā),闡述了吸塑成型工藝結(jié)合玻璃鋼模具是應(yīng)對(duì)軍車(chē)新車(chē)型內(nèi)飾開(kāi)發(fā)的一種有效手 段�����,為后續(xù)軍車(chē)項(xiàng)目?jī)?nèi)飾件試制 QCD 管控提供了有益的借鑒���。
關(guān)鍵詞:吸塑成型 軍車(chē)內(nèi)飾 玻璃鋼模具
1 前言
一般來(lái)說(shuō)�,民用乘用車(chē)內(nèi)飾開(kāi)發(fā)流程比較完 善,往往需要商品企劃部門(mén)對(duì)技術(shù)發(fā)展趨勢(shì)進(jìn)行 深入分析����,并結(jié)合市場(chǎng)調(diào)研請(qǐng)況�,才能形成商品概 念。然后從造型方案評(píng)審逐步過(guò)渡到詳細(xì)工程設(shè) 計(jì)��,最終進(jìn)入樣車(chē)制造階段�����。而在軍車(chē)開(kāi)發(fā)過(guò)程 中,往往是軍方提出關(guān)鍵技戰(zhàn)術(shù)指標(biāo),汽車(chē)公司針 對(duì)性的開(kāi)展車(chē)輛設(shè)計(jì)���,并需要在最短時(shí)間內(nèi)造出 樣車(chē)供軍方評(píng)價(jià)��。這樣的開(kāi)發(fā)模式����,汽車(chē)公司比 較被動(dòng),對(duì)于內(nèi)外飾設(shè)計(jì)尤甚�����,不僅缺失了商品概 念研究階段,造型設(shè)計(jì)及評(píng)審也很不完善����,缺少必 要的整車(chē)內(nèi)外飾評(píng)審以及工程可行性分析,導(dǎo)致 后期改動(dòng)頻繁且比較隨意����。
這些因素造成了在樣車(chē)試制階段����,軍車(chē)內(nèi)飾 設(shè)計(jì)輸入非常滯后�,而且經(jīng)常發(fā)生設(shè)計(jì)變更��,相對(duì) 于其它零部件的試制�,軍車(chē)內(nèi)飾零部件試制周期嚴(yán)重不足。因此���,迫切需要找到一種合適的內(nèi)飾 件試制工藝���,既能在短時(shí)間內(nèi)試制出樣件,樣件還 必須具有較高的性能�,能夠支持整車(chē)完成各種氣 候、路況下的整車(chē)試驗(yàn)���。吸塑成型工藝是一種簡(jiǎn) 單有效的塑料制品成型工藝�,在客車(chē)/貨車(chē)的儀表 板 ����、立 柱 護(hù) 板 ���、空 調(diào) 面 板 及 風(fēng) 道 、進(jìn) 氣 格 柵 等 內(nèi) 外 飾零部件制造方面得到了大規(guī)模成功的應(yīng)用�����,非 常契合軍車(chē)內(nèi)飾樣件的試制需求�。
2 吸塑成型工藝介紹
2.1 吸塑工藝原理
吸塑成型也稱(chēng)真空吸塑成型,是將塑料片材 或板材加熱到粘彈性狀態(tài)�����,再通過(guò)真空吸引��、與模 具表面貼合��,冷卻后獲得所需要形狀的成型方法��, 其工藝原理如圖 1 所示���。
2.2 吸塑成型主要工藝步驟
吸塑成型的工藝步驟主要包括板材準(zhǔn)備、板 材烘烤���、夾持���、真空成型����、冷卻定型�、切邊等主要工 序,其主要流程如圖 2 所示�����。
板材:用于吸塑成型的板材主要是熱塑性塑 料��,軍車(chē)內(nèi)飾最常用的是 ABS 板材或 ABS+PVC 革 復(fù)合板材�����。這種材料具有良好的機(jī)械性能���,成型 溫 度 寬 ����,易 于 操 作 �����,來(lái) 源 廣 泛 ,是 汽 車(chē) 內(nèi) 飾 件 吸 塑 產(chǎn)品的首選材料���。
烘烤:板材加熱最常用的加熱方式為紅外線 加熱���,要求上下兩面受熱均勻,確保板材均勻軟 化����。設(shè)備常見(jiàn)的溫度設(shè)置如表 1 所示。
夾 持 \ 吸 塑 :大 規(guī) 模 生 產(chǎn) 時(shí) ����,在 吸 塑 過(guò) 程 中 ,一 般需要專(zhuān)用的工裝對(duì)烘烤軟化的板材進(jìn)行夾持����, 軍車(chē)內(nèi)飾開(kāi)發(fā)樣件試制數(shù)量少,一般為人工手持�����, 確保板材在吸塑過(guò)程中不漏氣即可���。
冷卻:一般采用風(fēng)冷模式�,大型產(chǎn)品可噴淋冷 水進(jìn)行快速冷卻�����。
切邊:大規(guī)模生產(chǎn)可采用數(shù)控激光切割或機(jī) 器人自動(dòng)水切割等方式進(jìn)行切邊����,小批量試制一 般采用人工切邊(模具上制作有切邊線等特征)。
2.3 吸塑成型模具
不同于其它工藝�����,吸塑成型只需要單邊模具����。 吸塑模具包含凸模和凹模兩種形式,在成型過(guò)程 中����,由于板材首先接觸模具的部位不同,產(chǎn)品受拉 伸的情況也有所不同����,圖 3 展示了兩種模具形式對(duì)應(yīng)的產(chǎn)品厚/薄部位�。由于模具上要開(kāi)吸氣孔��,一 般緊貼模具的產(chǎn)品一側(cè)較為粗糙����,而另一面則很 光滑。在實(shí)際生產(chǎn)時(shí)��,需要根據(jù)產(chǎn)品外觀���、性能的 具體需求��,來(lái)選擇合適的模具方案�����。
吸塑成型采用真空力作為成型力����,相對(duì)于注
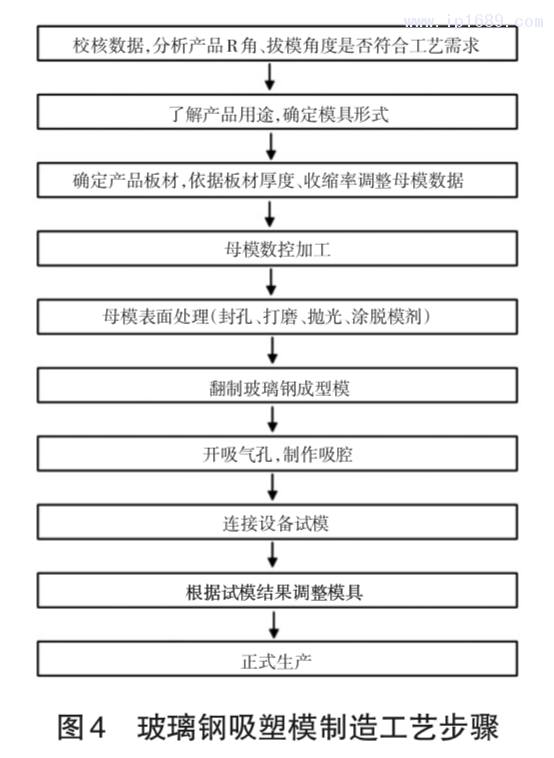
塑成型幾十兆帕��、模壓成型十幾兆帕的成型力�,吸 塑成型模具在成型過(guò)程中受力較小����,吸塑模具的 材質(zhì)要求也較低��。一般在大規(guī)模工業(yè)化生產(chǎn)中��, 以鋁合金模具為主���,而在小批量生產(chǎn)和試生產(chǎn)過(guò) 程中,以玻璃鋼模具為主����。玻璃鋼模具的主要制 作步驟如圖 4 所示。
2.4 吸塑成型工藝的主要優(yōu)點(diǎn)
a. 模具費(fèi)用低�。
吸塑成型只需要凸模或凹模單側(cè)即可���,模具 少了一半����,自然成本低;
材質(zhì)便宜:由于吸塑成型壓力小���,模具材質(zhì)不 需要特別高的機(jī)械強(qiáng)度和表面硬度�,選擇范圍廣, 成本低;
模具結(jié)構(gòu)簡(jiǎn)單:吸塑模具不需要定位����、導(dǎo)向機(jī) 構(gòu),也不需要送料����、頂出以及冷卻機(jī)構(gòu),相比注塑模 具����,吸塑模具結(jié)構(gòu)要簡(jiǎn)單的多,從模具設(shè)計(jì)���、制造����、 裝配各個(gè)環(huán)節(jié)都可以節(jié)省大量費(fèi)用����,因而成本低;
維護(hù)保養(yǎng)便宜:由于成型壓力小,吸塑模具使 用過(guò)程中損耗小����,維護(hù)保養(yǎng)便宜�。
b. 產(chǎn)品開(kāi)發(fā)周期短�,改進(jìn)方便
吸塑模具結(jié)構(gòu)簡(jiǎn)單,設(shè)計(jì)制造方便�,制造周期 一般不超過(guò) 20 天;
由于模具無(wú)導(dǎo)向機(jī)構(gòu)、頂出系統(tǒng)��、冷卻水道��,相比 于注塑成型,吸塑模具修模限制因素很少�,修模方便;
c. 設(shè)備投資少
吸塑成型只需要加熱設(shè)備、真空裝置及其它 輔助設(shè)備即可����,投資規(guī)模很小。對(duì)比之下���,一臺(tái)大 型產(chǎn)品的注塑成型機(jī)價(jià)格就是幾百萬(wàn)甚至上千萬(wàn) 的設(shè)備投資����,前者優(yōu)勢(shì)明顯;
吸塑成型設(shè)備適應(yīng)性強(qiáng)���,大/中/小產(chǎn)品均可制 作���。而注塑成型不同設(shè)備只能適應(yīng)對(duì)應(yīng)重量的產(chǎn) 品:小設(shè)備無(wú)法生產(chǎn)大產(chǎn)品���,大設(shè)備生產(chǎn)小產(chǎn)品則 很難控制工藝,而且經(jīng)濟(jì)上也非常不劃算����。
3 軍車(chē)內(nèi)飾開(kāi)發(fā)特點(diǎn)
3.1 設(shè)計(jì)輸入滯后
內(nèi)飾裝配以白車(chē)身作為基準(zhǔn),因此一般需要白車(chē)身邊界條件凍結(jié)才能開(kāi)展內(nèi)飾設(shè)計(jì);而白車(chē)身邊 界凍結(jié)的前提是底盤(pán)���、電器�、發(fā)動(dòng)機(jī)等各系統(tǒng)把裝 配/固定需求全部明確之后才能開(kāi)始設(shè)計(jì)���。一般來(lái) 說(shuō)���,相對(duì)于其他系統(tǒng)����,內(nèi)飾設(shè)計(jì)是最后開(kāi)展的�。
3.2 設(shè)計(jì)缺乏校核
由于軍車(chē)的開(kāi)發(fā)極為緊張,一般從接到開(kāi)發(fā)任務(wù)到出樣車(chē)只有半年時(shí)間��,留給設(shè)計(jì)開(kāi)發(fā)的時(shí) 間不多�,留給車(chē)身內(nèi)飾件設(shè)計(jì)的時(shí)間更少。通常 設(shè)計(jì)部門(mén)只能盡量在樣件制作之前完成產(chǎn)品 3D 數(shù) 據(jù) 的 設(shè) 計(jì) ���,尺 寸 鏈 的 計(jì) 算 ���、制 造 可 行 性 分 析 ����、裝 配可行性分析都來(lái)不及開(kāi)展����,為后續(xù)樣件制作埋 下大量隱患。
3.3 樣件制造時(shí)間不足
為了滿(mǎn)足軍方評(píng)審���、夏季高溫試驗(yàn)��、冬季寒區(qū)試驗(yàn)等硬性節(jié)點(diǎn)要求��,在前述各種不利條件下����,軍 車(chē)內(nèi)飾還必須在很短的時(shí)間內(nèi)制造出合格樣件���。 一般留給包含儀表板總成�����、副儀表板總成�、頂棚�����、 前圍/側(cè)圍/后圍護(hù)板以及車(chē)門(mén)護(hù)板等幾十種大型 內(nèi)飾部件實(shí)際制作時(shí)間都不足 45 天����,有些項(xiàng)目甚 至只有 30 天左右����。
3.4 樣件性能要求高
由于軍車(chē)需要在各種非鋪裝路面甚至無(wú)路情況下行駛����、試驗(yàn)����,軍品內(nèi)飾所要承受的各種顛簸��、 震顫、大幅度橫移/扭轉(zhuǎn)是乘用車(chē)項(xiàng)目無(wú)法比擬的�, 因而對(duì)于樣件本身的機(jī)械強(qiáng)度����、可靠性�、耐久性提 出了很高的要求。通常用于乘用車(chē)試制的快速成 型工藝�����,如 CNC 快速成型���、硅膠模真空澆注�、3D 打 印等,不適合用于內(nèi)飾大面積承力部位����,只能用于 個(gè)別裝飾性部件。
3.5 白車(chē)身精度較差
不同于乘用車(chē)試制�����,一方面����,軍車(chē)的外形尺寸要 大 的 多 ,成 型 困 難 ;另 一 方 面 ���,軍 車(chē) 即 便 是 批 量 生產(chǎn)以后訂貨數(shù)量也很少���,軍車(chē)白車(chē)身不會(huì)像乘 用車(chē)那樣投入大量的沖壓成型模具、焊接工裝和 其它輔助工裝�。軍車(chē)鈑金件的試制一般采用少量 的 拉 延 模 、結(jié) 合 胎 模 ���、手 工 成 型 制 作 ���,而 焊 接 夾 具 也僅限于重要大總成等關(guān)鍵部位和工序����。所有這 些因素導(dǎo)致軍車(chē)的白車(chē)身精度無(wú)法達(dá)到乘用車(chē)的 標(biāo)準(zhǔn)�,導(dǎo)致后期內(nèi)飾裝配定位、間隙面差效果很難 令人滿(mǎn)意����。
3.6 固定方式多采用螺栓連接而非卡扣連接
內(nèi)飾與白車(chē)身的固定�����,一般采用螺栓連接���,而非 民用車(chē)的卡扣連接方式��,主要是從可靠性和維修方 便性考慮����。軍車(chē)行駛路況多為非鋪裝路面�����,車(chē)身顛 簸、晃動(dòng)幅度遠(yuǎn)大于民用車(chē)����,塑料卡扣連接的可靠性
不能滿(mǎn)足需求;在拆卸時(shí),由于需要采用強(qiáng)拔方式���, 卡扣連接方式會(huì)對(duì)卡扣本體或與其連接的結(jié)構(gòu)造成 損傷��,多次拆卸后結(jié)構(gòu)會(huì)損壞或失效��。而采用螺栓 連接方式���,取下螺栓外部的裝飾帽后,可直接采用螺 絲刀取下螺絲,多次拆裝����,對(duì)緊固性能無(wú)影響。
3.7 變型車(chē)/改裝車(chē)多
軍車(chē)項(xiàng)目在研制一款車(chē)型時(shí),會(huì)針對(duì)不同的作戰(zhàn)需求或用戶(hù)需求���,出現(xiàn)大量的變型車(chē)�、改裝 車(chē),又增大了內(nèi)飾設(shè)計(jì)�����、制造及匹配的難度�����。
3.8 生產(chǎn)批量小
軍車(chē)項(xiàng)目單次采購(gòu)數(shù)量一般比較少�,臨時(shí)性 采購(gòu)比較多�,要求生產(chǎn)單位具有很強(qiáng)的靈活性�����,最 好能夠?qū)⒃囍婆c小批量試生產(chǎn)結(jié)合在一起�。
4 結(jié)束語(yǔ)
軍車(chē)內(nèi)飾試制的要求與大型客車(chē)/商用車(chē)的 內(nèi)飾開(kāi)發(fā)有一定相似度���,而從吸塑成型工藝在客 車(chē)/商用車(chē)領(lǐng)域的成功應(yīng)用經(jīng)驗(yàn)來(lái)看,吸塑成型工 藝不僅可以滿(mǎn)足樣車(chē)試制階段周期短��、修模多的 特點(diǎn)�����,吸塑板材本身很高的強(qiáng)度���、可靠性也可以滿(mǎn) 足軍車(chē)耐久試驗(yàn)的要求�����,從質(zhì)量����、周期���、費(fèi)用 3 個(gè)方 面����,吸塑成型工藝完全滿(mǎn)足軍車(chē)內(nèi)飾開(kāi)發(fā)需要:
a. 試制質(zhì)量方面
樣件制作:軍車(chē)內(nèi)部一般比較規(guī)整,內(nèi)飾護(hù)板 很少出現(xiàn)劇烈的曲面變化或是銳角���、負(fù)角��,適于吸 塑成型工藝;
樣件裝配:吸塑零部件一般采用自攻釘加堵蓋 的方式裝配����,對(duì)于被裝配零件的容差性����、維修性好;
樣件調(diào)整/改制:吸塑工藝采用單邊模具,相對(duì) 于其它工藝少做半邊模具�,模具的改制、調(diào)整比較 容易��。
b. 試制周期方面 模具制作周期:母模一般采用數(shù)控加工來(lái)制
作 ��,在 不 考 慮 排 班 �、排 產(chǎn) 的 情 況 下 ,加 工 周 期 一 般 為 1 周�,一般為兩周;翻制玻璃鋼模具需 1 周���,一套 吸塑成型玻璃鋼模具的制作周期僅需 2-3 周;
產(chǎn)品制作周期:吸塑板材的采購(gòu)可與模具制 作同步進(jìn)行�����,吸塑產(chǎn)品的制作 1 天即可完成;
總的加工周期:在極限狀態(tài)下�����,一個(gè)全新的產(chǎn) 品半個(gè)月之內(nèi)就可完成制作�����,并可小批量生產(chǎn)�����。
c. 試制費(fèi)用方面
模具方面:相對(duì)于其它塑料成型工藝��,吸塑模 具只需要半套����,因而成本較低;而玻璃鋼吸塑模具 本身重量就相對(duì)較輕,主要依靠手工成型�,設(shè)備投 入 極 少 ,在 相 同 的 使 用 壽 命 ��、可 靠 性 條 件 下 �����,成 本 就更加低廉了;
產(chǎn)品方面:與注塑成型相比,吸塑產(chǎn)品自動(dòng)化 程度較低�����,人工工時(shí)費(fèi)用在產(chǎn)品中所占比重較高��, 材料利用率較低���,相同重量的塑料制品�����,單價(jià)略高;
總 體 成 本 :綜 合 考 慮 模 具 �、產(chǎn) 品 費(fèi) 用 �����,吸 塑 工 藝在小批量生產(chǎn)時(shí)具有明顯的成本優(yōu)勢(shì)���。
參考文獻(xiàn):
[1]歐永杰 . 吸塑成型在客車(chē)上的應(yīng)用[ J]. 商用汽車(chē)雜志, 2006(1):104-105.
[2]黃懷安, 王國(guó)慧, 袁貴兵 . 吸塑工藝及在汽車(chē)上的應(yīng)用 [ J] . 城市車(chē)輛, 1997( 2): 34- 36.




















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













