技術(shù)性熱塑性材料具有優(yōu)異的熱穩(wěn)定性和出色的電絕緣性能��,因此被廣泛應(yīng)用于電氣行業(yè)����。但在熱塑性材料性能達(dá)到應(yīng)用極限時(shí),熱固性材料也可能成為合適的替代品�。將熱固性材料與熱塑性材料巧妙地結(jié)合在雙組分部件中���,還可以避免材料脆性斷裂行為的發(fā)生�����。
真實(shí)的試驗(yàn)部件為各個(gè)系列的實(shí)驗(yàn)提供了依據(jù)���,例如:研究對(duì)經(jīng)過(guò)不同表面改性的沖壓毛坯進(jìn)行包覆成型的熱固性材料的性能(© Kunststoff-Institut Südwest)
目前,熱固性材料逐漸在市場(chǎng)上復(fù)興�。因?yàn)樵诟鞣N應(yīng)用中,尤其是在汽車(chē)工業(yè)�,例如在內(nèi)燃機(jī)小型化及由此帶來(lái)的耐高溫需求增加的進(jìn)程中,熱固性材料作為混合部件的可能組成成份��,越來(lái)越多地融入到人們的各種討論中。
利用熱塑性材料對(duì)嵌件進(jìn)行包覆成型的技術(shù)已很成熟并被廣泛應(yīng)用����。但是,該行業(yè)仍然面臨著各種各樣的挑戰(zhàn)��,例如:不斷增加的成本壓力和部件小型化趨勢(shì)����。后者經(jīng)常成為嵌件移位或密封性差等問(wèn)題的根源。
在電氣應(yīng)用中利用熱塑性材料進(jìn)行包覆成型
當(dāng)利用熱塑性材料對(duì)嵌件進(jìn)行包覆成型時(shí)�,200-700 bar的型腔壓力并不罕見(jiàn)。嵌件的載荷在多數(shù)情況下都非常高�����,因此需要極大的努力才能避免變形��。解決這一問(wèn)題的方法之一是進(jìn)行多階段包覆成型:首先���,將預(yù)成型的嵌件固定在模具中���;然后,在后續(xù)包覆成型操作中用塑料完全包覆���。這種策略通常會(huì)造成兩種包覆成型材料粘結(jié)性不足�����,原因之一是第一個(gè)組件在第二個(gè)加熱階段沒(méi)有充分融化�。
如果不想產(chǎn)生額外的財(cái)務(wù)成本,還可考慮使用含活動(dòng)型芯的包覆成型模具來(lái)固定嵌件��。包覆成型工藝的結(jié)果在很大程度上取決于型芯的活動(dòng)和最后產(chǎn)生的部件的密封性�����,靠近澆口的區(qū)域通常比遠(yuǎn)離澆口的區(qū)域更易泄漏�。此外��,因批次波動(dòng)或濕氣影響等引起的粘度波動(dòng)也會(huì)影響工藝的重現(xiàn)性�����,并因此影響到生產(chǎn)出包覆成型密封部件的目標(biāo)����。
關(guān)于熱固性材料應(yīng)用的新思路
我們應(yīng)重新認(rèn)識(shí)一下熱固性材料。如今該材料已取得了很大的進(jìn)展����,原料制造商已做好應(yīng)對(duì)材料特殊要求的準(zhǔn)備���。他們根據(jù)客戶(hù)要求提供定制配方的熱固性材料,通常這些材料的附加價(jià)值是熱塑性材料所不具備的���。
與熱塑性材料加工相比��,根據(jù)這些要求生產(chǎn)的熱固性材料能夠輕松地處理低于50 bar的型腔壓力——這是熱塑性材料加工商所熟知的熱熔加工的壓力范圍���。通過(guò)這一方式,組裝好的電路板可以利用熱固性材料進(jìn)行包覆成型——即使壁厚不同���,也不會(huì)導(dǎo)致嵌件變形或移位����。
熱固性材料加工的常見(jiàn)缺點(diǎn)是毛邊��。塑料加工行業(yè)和模具制造商早已習(xí)慣了這個(gè)問(wèn)題���,它可以通過(guò)仿真法���、溢流腔�、最新的模具技術(shù)和全自動(dòng)的二次加工技術(shù)來(lái)解決��。仿真所需的數(shù)據(jù)集目前在市場(chǎng)上很少見(jiàn)���,但德國(guó)的Kunststoff-Institut Lüdenscheid公司已成功生成了該數(shù)據(jù)集�����。
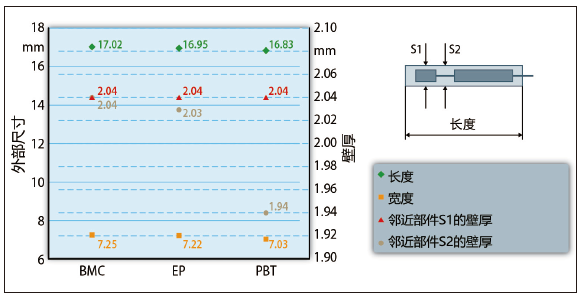
圖1 包覆成型傳感器的外部尺寸和示意圖��。BMC���、EP和PBT的比較結(jié)果顯示,熱塑性材料的收縮率比熱固性材料高�,導(dǎo)致嵌件的載荷也更高(© Kunststoff-Institut Lüdenscheid)
基體的這種低粘度(造成分型線毛邊的主要原因)可用于完全包覆電子部件、線圈架等���。壁厚為零點(diǎn)幾至幾毫米的部件都能夠可靠地填充,因此與熱塑性材料相比更具價(jià)值��。此外�����,熱固性模塑材料的低收縮率(圖1)減少了包覆成型后作用于電子部件的內(nèi)部應(yīng)力,正如EP和BMC模塑材料與PBT的比較結(jié)果所顯示的那樣�。
與電路板封裝在外殼中相比,包覆成型工藝更具經(jīng)濟(jì)優(yōu)勢(shì)�。一步式工藝省去了數(shù)分鐘的封裝應(yīng)用以及固化區(qū)域。憑借更簡(jiǎn)單的工藝技術(shù)��,相同的密封性或耐環(huán)境性要求均能得到滿(mǎn)足���,因此進(jìn)一步增強(qiáng)了其經(jīng)濟(jì)優(yōu)勢(shì)�。
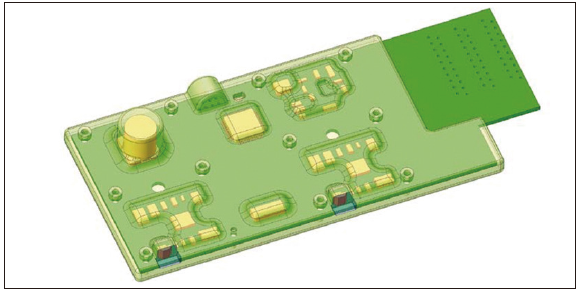
圖2 電子模塊試驗(yàn):導(dǎo)體板(深綠色)用塑料(半透明)完全包覆成型����,以確保獲得可靠的測(cè)試結(jié)果(© Kunststoff-Institut Lüdenscheid)
為了獲得可靠的結(jié)果,Kunststoff-Institut正在用試樣進(jìn)行注塑成型試驗(yàn)(圖2)�。在成型過(guò)程中,部件的性能通過(guò)在線測(cè)量系統(tǒng)(功能測(cè)試)記錄�����,并隨后進(jìn)行氣候適應(yīng)性測(cè)試����。其目的是使試驗(yàn)結(jié)果能夠用于改進(jìn)對(duì)應(yīng)的一次注射部件的設(shè)計(jì)。
含金屬和熱塑性材料的熱固性混合部件
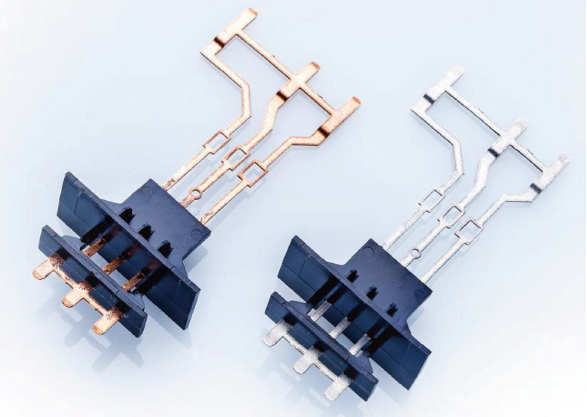
根據(jù)材料基體的不同�,有些熱固性材料能與金屬產(chǎn)生化學(xué)連接�����。采用熱固性材料對(duì)金屬嵌件進(jìn)行包覆成型的另一個(gè)優(yōu)勢(shì)是在連續(xù)使用時(shí)具有相同的膨脹系數(shù)����,這也確保了分界面較低的固有應(yīng)力可能性和較強(qiáng)的密封性——這一效果使該方法對(duì)插頭的包覆成型非常有用���。對(duì)包覆成型插頭(標(biāo)題圖)的研究表明�����,長(zhǎng)度4mm和壁厚0.4mm的部件經(jīng)過(guò)包覆成型后可獲得能通過(guò)氦質(zhì)譜檢漏儀驗(yàn)證的密封性���。使用熱塑性材料時(shí),若要達(dá)到這種密封等級(jí)通常需要極大的努力��,例如使用助粘劑或高性能熱塑性材料�。
此外,熱固性材料的特點(diǎn)是在連續(xù)使用時(shí)耐熱性至少達(dá)到150℃�。而在熱塑性材料中,可與之相比的僅有改性聚酰胺(PA)����、聚苯硫醚(PPS)和聚醚醚酮(PEEK),而這種熱固性材料的價(jià)格也與改性聚酰胺相近���。
圖3 PPS(下)和BMC(上)的分界面顯示的輪廓幾乎一樣����,這也反映了粘結(jié)部件出色的粘結(jié)強(qiáng)度(© Kunstsstoff-Institut Lüdenscheid)
但是��,由于熱固性材料是一種堅(jiān)硬且相對(duì)不靈活的材料�����,因此其不能用于彈性功能元件的生產(chǎn)�,如彈簧鉤。而熱固性材料與熱塑性材料的組合則是這種應(yīng)用的適用方案�。利用粘結(jié)工藝產(chǎn)生的這種組合運(yùn)用了最先進(jìn)的技術(shù)。不過(guò)�,Kunststoff-Institut Lüdenscheid公司的研究表明,通過(guò)注塑成型也可以進(jìn)行兩種材料的接合(圖3和4)��。
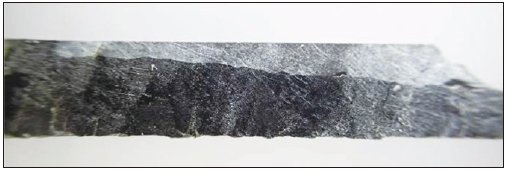
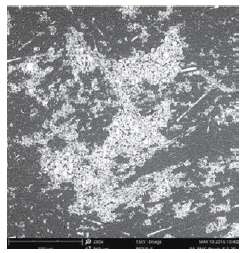
圖4 通過(guò)轉(zhuǎn)換工藝生產(chǎn)的位于拉伸棒斷裂點(diǎn)熱塑性聚酰胺(黑色)之上的B M C 熱固性材料(塊狀模塑料����,淺色) 的微觀圖( ©Kunststoff-InstitutLüdenscheid)
熱塑性材料和熱固性材料的部件組合是塑料行業(yè)的一個(gè)利基,但目前仍有許多基本問(wèn)題需要解決。例如�,其需要合適的材料組合以及生產(chǎn)順序:是先加入熱固性材料再加入熱塑性材料,還是按相反的順序進(jìn)行���?專(zhuān)為此生產(chǎn)的試樣的最初研究(圖5)表明����,PA66-GF30與自由流動(dòng)環(huán)氧化物包覆成型的組合所獲得的粘結(jié)強(qiáng)度較低��,會(huì)導(dǎo)致熱固性材料的粘結(jié)斷裂��。
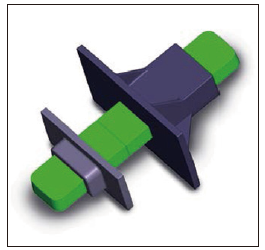
圖5 “DuroVerbund II”項(xiàng)目生產(chǎn)的含熱塑性嵌件(綠色)和熱固性包覆成型(灰色)的雙組分混合部件用于對(duì)材料粘結(jié)強(qiáng)度和密封性進(jìn)行最終測(cè)試(© Kunststoff- Institut Lüdenscheid)
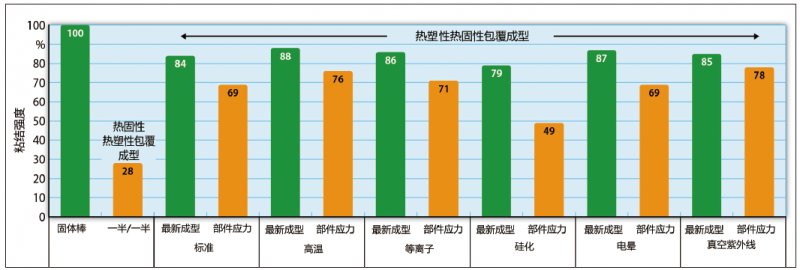
研究結(jié)果(圖6)表明���,這種組合所獲得的粘結(jié)強(qiáng)度并未通過(guò)預(yù)處理工藝得到顯著改善�。最新成型的部件(基于固體棒)的粘結(jié)強(qiáng)度降低了10-20%����,可能是因?yàn)檫x擇的試樣形狀引發(fā)了部件的切口效應(yīng),最終導(dǎo)致熱固性材料過(guò)早斷裂����。按熱塑性預(yù)制件和熱固性定型件的順序所獲得的結(jié)果大有可為,它證明了該材料組合的潛力��。但是,當(dāng)前研究(“DuroVerbund II”項(xiàng)目)的重點(diǎn)在于相反的順序��,因?yàn)檫@對(duì)于行業(yè)來(lái)說(shuō)更具吸引力��。
圖6 聚酰胺預(yù)制件與酚醛樹(shù)脂包覆成型之間的粘合強(qiáng)度取決于酚醛樹(shù)脂固體棒的百分比強(qiáng)度(©Kunststoff-Institut Lüdenscheid)
結(jié)語(yǔ)
對(duì)在高溫應(yīng)力條件下也不會(huì)影響自身性能的耐化學(xué)性材料的強(qiáng)勁需求���,為熱固性材料的應(yīng)用打開(kāi)了新天地。這種材料適用于低壁厚一次注射敏感部件的包覆成型�,因?yàn)闊崴苄圆牧系母邏杭庸げ⒉豢偰軡M(mǎn)足這一要求。將熱塑性材料作為包覆成型部件�����,還可進(jìn)一步減弱材料的易碎性�����。
這種潛力已得到了市場(chǎng)的認(rèn)可��,并且第一批部件也已投入批量生產(chǎn)��。目前的問(wèn)題是如何將這種技術(shù)傳遞給更多人�����。為此,Kunststoff-Institut提出了多個(gè)項(xiàng)目�,如“DuroVerbund”和“Overmolding Electronics”。(文章來(lái)源于網(wǎng)絡(luò))
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













