王帥,劉莉
(蘇州科信安全評(píng)價(jià)有限公司����,江蘇 蘇州 215000)
摘要:塑料具有質(zhì)量輕��、化學(xué)穩(wěn)定性好�����、電絕緣��、易加工��、成本低等一系列優(yōu)點(diǎn)�,在各個(gè)行業(yè)有著廣泛的應(yīng)用����,同時(shí)影響著科技發(fā)展、國(guó)民經(jīng)濟(jì)以及日常生活����。塑料加工成型是將塑料原料變?yōu)楫a(chǎn)品的一個(gè)必經(jīng)過(guò)程,經(jīng)過(guò)一百多年的發(fā)展取得了巨大進(jìn)展��。本文總結(jié)了塑料加工成型傳統(tǒng)的技術(shù)方法���,并綜述了新時(shí)代需求下出現(xiàn)的新原理�、新方法以及新設(shè)備。通過(guò)分析不同成型方法的 成型特點(diǎn)���、加工效率����、加工質(zhì)量以及應(yīng)用領(lǐng)域等�����,結(jié)合當(dāng)前塑料加工行業(yè)的現(xiàn)狀,展望了未來(lái)塑料加工成型的發(fā)展方向��。
關(guān)鍵詞 :塑料 ����;加工成型 ;先進(jìn)技術(shù) ��;創(chuàng)新技術(shù)
塑料加工行業(yè)在國(guó)民經(jīng)濟(jì)中占有重要的地位��,也是基礎(chǔ)行業(yè)之一[1~2]���。塑料加工成型是實(shí)現(xiàn)塑料制品應(yīng)用的必要過(guò)程。塑料加工成型按材料分可分為熱塑性成型和熱固性性成型,按成型方法可分為模壓成型���、注塑成型���、擠出成型等[3];不同的成型方法應(yīng)用領(lǐng)域不同�����,塑料制品的性能�����,外觀質(zhì)量����、精度等也不同。隨著塑料產(chǎn)業(yè)的不斷發(fā)展以及產(chǎn)品升級(jí)換代速度的加快�,傳統(tǒng)塑料加工成型行業(yè)也面臨了新的挑戰(zhàn),低耗能�����、綠色����、智能�、個(gè)性化等成型理念也應(yīng)運(yùn)而生�����。
1 傳統(tǒng)塑料加工成型
傳統(tǒng)塑料加工成型主要分為擠出成型�、注塑成型、吹塑成型�、模壓成型等。傳統(tǒng)塑料加工成型方法一般具備成型速度快�����、效率高����、產(chǎn)品成本低、設(shè)備成本較高等特點(diǎn)��,適合大批量生產(chǎn)[4]���。
1.1 塑料擠出成型
擠出成型是指聚合物在擠出機(jī)中加熱加壓���,以黏流狀態(tài)從模口擠出成型各種形狀的成型方法����,如圖1。擠出成型是聚合物加工中較早出現(xiàn)的技術(shù)�,已有一百多年的歷史[5]。擠出成型可分為柱塞式擠出和螺桿式擠出�,目前以螺桿式擠出為主。螺桿式擠出基本擠出原理為固體輸送理論���、熔融理論和熔體輸送理論���。按螺桿的數(shù)量可以分為單螺桿擠出、雙螺桿擠出以及多螺桿擠出�。其中,單螺桿擠出優(yōu)勢(shì)在于擠出機(jī)設(shè)計(jì)簡(jiǎn)單�����,安裝方便�、制造成本較低[6]。雙螺桿擠出與單螺桿擠出相比���,其主要優(yōu)勢(shì)在于加料方便�����、排氣性能和物料混煉效果好[7]����。多螺桿擠出主要有行星螺桿擠出機(jī)和四螺桿擠出機(jī),該類擠出可進(jìn)一步加大物料的擠壓�����,剪切����,混煉效果更好,但擠出機(jī)設(shè)備成本也相應(yīng)增加�。
圖 1 擠出成型方法 [1]
為提高擠出成型制品的質(zhì)量與精度,實(shí)際擠出過(guò)程中會(huì)常用輔助擠出技術(shù)�����,輔助擠出技術(shù)主要包括潤(rùn)滑擠出技術(shù)以及氣體輔助技術(shù)等[8]�����。潤(rùn)滑擠出技術(shù)是指在擠出過(guò)程中擠出物料與模壁之間形成潤(rùn)滑層����,可降低聚合物與機(jī)頭流道的摩擦�����,減小擠出產(chǎn)品的變形,提高產(chǎn)品的精度及質(zhì)量[9~10]���。氣體輔助擠出技術(shù)是通過(guò)氣體輔助系統(tǒng)在聚合物熔體和口模之間形成氣墊膜層���,該技術(shù)可有效克服擠出脹大,改善擠出物表面質(zhì)量[11~13]�。
擠出成型技術(shù)主要應(yīng)用包括:聚合物擠出造粒,管材���、板材�����、片材以及薄膜擠出�,異型材擠出等�。擠出成型具有低成本、連續(xù)化生產(chǎn)的優(yōu)勢(shì)�,聚合物種類���、擠出工藝以及成型設(shè)備不斷發(fā)展拓展進(jìn)步,向著精密化����、智能化、高效率���、低能耗方向發(fā)展��。
1.2 塑料注塑成型
注塑成型又稱注射模塑成型���,是一種將聚合物熔體注射到膜腔內(nèi)成型的方法。注塑成型優(yōu)勢(shì)為制備效率快���,成型精度高�����,表面質(zhì)量好����,可成型較為復(fù)雜零部件�。
目前�����,關(guān)于注塑成型主要分為:氣輔和水輔注塑成型���、微發(fā)泡注塑、精密注塑以及CAE輔助注塑等[14~15]����。氣體輔助注塑成型技術(shù)是先向模具型腔中注入一定量的塑料熔體��,再利用注入高壓惰性氣體���,熔體內(nèi)部產(chǎn)生中空�,并實(shí)現(xiàn)氣體均勻保壓�����。氣體輔助注塑成型優(yōu)勢(shì)在于減少了材料的使用��,冷卻速度更快�,生產(chǎn)率更高,收縮痕跡減少�����,并減少了殘余應(yīng)力[16]。水輔注塑成型是氣輔成型技術(shù)基礎(chǔ)上發(fā)展起來(lái)的����,與氣輔相比,具有冷卻成型快�����、壁厚更均勻���、表面質(zhì)量高�、成本較低等優(yōu)勢(shì)�����,但缺點(diǎn)在于制品容易留下缺陷�,不適于高溫注塑,塑料種類受限[17]�。
微發(fā)泡注塑是將非反應(yīng)氣體以微泡的形式引入注塑聚合物中,如圖2�����。該方法可降低產(chǎn)品質(zhì)量實(shí)現(xiàn)輕量化,改善制件的翹曲變形和尺寸穩(wěn)定性��,同時(shí)能夠提高產(chǎn)品強(qiáng)度�。微發(fā)泡基本原理為:首先將高濃度的非反應(yīng)性氣體溶解到聚合物中,然后形成聚合物/氣體的單相溶液����,再改變溫度或壓力等條件從而在聚合物基體中形成大量的氣泡核,最后氣泡孔長(zhǎng)大及氣泡孔定型[18]�����。目前���,已有多種聚合物材料可應(yīng)用微發(fā)泡成型,如聚氨酯(PU)���、聚苯乙烯(PS)�、聚丙烯(PP)等[19]���。
圖 2 微發(fā)泡注射成型系統(tǒng)示意圖 [18]
精密注塑是隨著科技發(fā)展以及塑料制品微型精密化應(yīng)用所提出的先進(jìn)技術(shù)�。精密注塑的實(shí)現(xiàn)需要精密注塑工藝,材料性能研究�����,精密注塑模具�����,精密注塑機(jī)以及精密控制方法[20]���。精密注塑成型技術(shù)最為關(guān)注的是尺寸精度�����,且不同應(yīng)用領(lǐng)域的制品對(duì)尺寸精度的要求也不同[21]�����。精密注塑對(duì)注塑過(guò)程中的熔體溫度��、注塑壓力��、注射速率�、保壓壓力等皆需精確控制[22~23]���。 目前�,精密注塑已經(jīng)向超小、超速��、超精密以及智能方向發(fā)展��。
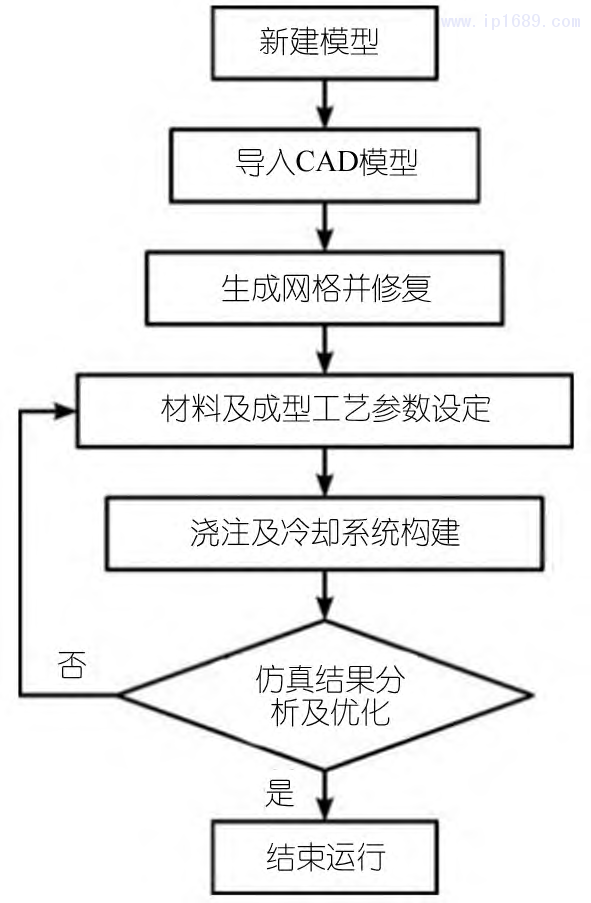
CAE輔助注塑是指應(yīng)用計(jì)算機(jī)仿真技術(shù)���,對(duì)注塑過(guò)程進(jìn)行仿真�����,優(yōu)化注塑工藝�����。目前應(yīng)用較多的軟件有Moldflow、Moldex3D等��,可以對(duì)型腔�、澆口、流道�、冷卻、保壓等系統(tǒng)進(jìn)行優(yōu)化���,如圖3�,預(yù)測(cè)產(chǎn)品的變形、內(nèi)應(yīng)力以及熔接痕等�,指導(dǎo)注塑工藝及模具設(shè)計(jì)[24]。
圖 3 軟件仿真流程 [24]
1.3 吹塑成型
吹塑成型是指在借助氣壓使在模腔中的熔體型坯吹脹成中空制品的成型方法��。該成型方法主要成型塑料瓶以及塑料罐等中空產(chǎn)品��,主要應(yīng)用與飲品�����、藥品��、工業(yè)化學(xué)品�����、日用化學(xué)品和汽車工業(yè)等領(lǐng)域[25]��。吹塑成型可分為擠出吹塑��、注射吹塑以及拉伸吹塑等[26]���。擠出吹塑生產(chǎn)效率高�����、設(shè)備成本低�����,但廢品率較高���,廢料難回收���,制品厚度難以控制。注射吹塑成型過(guò)程無(wú)廢料產(chǎn)生����,能較好的控制制品壁厚,制品的成型精度較高���,表面質(zhì)量也能得到保證���。但注射吹塑成型設(shè)備成本相比而言較高�����。拉伸吹塑是一種雙軸定向拉伸的吹塑工藝,基于擠出吹塑工藝和注射吹塑工藝發(fā)展起來(lái)�����,如圖4�,通過(guò)成型過(guò)程中高分子的拉伸取向,可進(jìn)一步提高制品的機(jī)械性能��、透明性和阻滲透性能[27~28]�����。
圖 4 雙軸向拉伸吹塑過(guò)程 [28]
圖 5 模壓成型原理示圖 [35]
1.4 模壓成型
模壓成型是先將聚合物粒料粉料加入到模腔內(nèi)��,然后加壓加溫使物料成型固化�。模壓成型可應(yīng)用于熱塑性材料,如聚四氟乙烯���、超高分子量聚乙烯等�;也可應(yīng)用于熱固性材料�����,包括酚醛樹脂��、環(huán)氧樹脂和氨基樹脂等[29]。模壓成型工藝主要包括:加熱溫度�����、加熱壓力����、熱壓時(shí)間及冷卻壓力和時(shí)間等[30]。模壓成型的優(yōu)勢(shì)為:制品成型變形小��,尺寸精度較高�,表面滑度較好,力學(xué)性能穩(wěn)定�����,設(shè)備成本較低���。但模壓成型制品生產(chǎn)效率較低��,不適合大批量生產(chǎn)��。模壓成型主要有纖維料模壓法�、織物模壓法、層壓模壓法�、纏繞模壓法�、定向輔設(shè)模壓等。
2 創(chuàng)新塑料加工成型方法
隨著社會(huì)經(jīng)濟(jì)發(fā)展以及產(chǎn)品制備要求的不斷增多����,傳統(tǒng)塑料加工成型在新要求以及新環(huán)境下存在諸多限制,如小批量��、個(gè)性化��、短生產(chǎn)周期以及微納制造等��。因此����,借助于科技進(jìn)步以及多學(xué)科交叉,一些新型塑料加工成型理論及方法相繼提出��,并得到長(zhǎng)足發(fā)展�����。
2.1 增材制造3D打印成型
3D打印作為一種增材制造方法�����,近年來(lái)得到了較大得發(fā)展與利用,3D打印與傳統(tǒng)成型方法不同���,主要采用層層堆積得形式成型各種制品���。3D打印不需要模具,可大大縮減模具設(shè)計(jì)時(shí)間成本�,同時(shí)可成型各種復(fù)雜結(jié)構(gòu)得制品,即節(jié)省材料又可實(shí)現(xiàn)個(gè)性化設(shè)計(jì)����,特別適合小批量、多結(jié)構(gòu)設(shè)計(jì)生產(chǎn)����。目前,針對(duì)于塑料加工成型的3D打印方法主要有熔融沉積法(FDM)�����、光固化成型法(SLA)�����、選擇性激光燒結(jié)(SLS)等。
熔融沉積法(FDM)3D打印是目前市場(chǎng)上3D打印機(jī)采用最多的方式���,其主要原理為:將聚合物絲材加熱到熔融狀態(tài)后在噴嘴后擠出�����,在3D打印基板上一層一層堆積成型[31]。FDM打印機(jī)采用的材料主要為ABS�����、PLA等�����。目前����,關(guān)于FDM技術(shù)的彈性體3D打印及力學(xué)增強(qiáng)為研究重點(diǎn)[32~34]。FDM打印機(jī)結(jié)構(gòu)簡(jiǎn)單����,操作方便,成本較低����。但打印精度不高����,產(chǎn)品的力學(xué)強(qiáng)度也不高�。
光固化成型法(SLA)是采用光固化樹脂材料,用紫外激光照射層層固化打印成型的方式[35]��,如圖6�����。光固化成型打印制品成型精度較高�,表面質(zhì)量較好。但產(chǎn)品的強(qiáng)度不高�����,受光固化光敏樹脂材料的影響較大�,材料具有一定的毒性,成本相比FDM也較高���。
圖 6 SLS 成形原理圖 [36]
選擇性激光燒結(jié)(SLS)可對(duì)高分子材料成型也可對(duì)金屬3D打印成型��,其主要原理為將塑料粉末用激光加熱到熔融狀態(tài)后層層堆積直接成型��,可成型任何復(fù)雜結(jié)構(gòu)產(chǎn)品[36]����。SLS 成型打印制品的強(qiáng)度較好、打印精度較高���,但是其設(shè)備成本以及打印成本也較高�。
2.2 微納制造
微納制造是指微米�����、納米級(jí)材料制品的設(shè)計(jì)����、成型���、制造�����,以聚合物為主的微納制造也越來(lái)越受研究部門及企業(yè)的重視���,應(yīng)用范圍也不斷擴(kuò)大����,包括醫(yī)療衛(wèi)生����、防疫防霾、生物醫(yī)藥�����、光學(xué)應(yīng)用等[37]����。微納制造主要包括納米纖維、微納層疊擠出以及聚合物微納結(jié)構(gòu)制備�����。
聚合物納米纖維主要采用靜電紡絲的方法��,基本原理為聚合物溶液或熔體擠出后受幾千或幾萬(wàn)伏高壓靜電克服表面張力��,噴射后固化形成微米及納米級(jí)的纖維[38]�����。靜電紡絲主要分為溶液靜電紡絲和熔體靜電紡絲,溶液靜電紡絲制備方法簡(jiǎn)單���、導(dǎo)電性較好��、可實(shí)現(xiàn)纖維的高效連續(xù)化制備����,但該方法制備過(guò)程存在有機(jī)溶劑�����,對(duì)環(huán)境存在一定的危害[39]��。熔體靜電紡絲是以聚合物熔體形式制備纖維����,如圖7�,設(shè)備及工藝相對(duì)復(fù)雜[40],但該方法無(wú)環(huán)境危害����,可實(shí)現(xiàn)聚合物納米纖維綠色制備[41]。
圖 7 熔體微分靜電紡絲裝置
聚合物微納結(jié)構(gòu)的成型可采用微注塑成型����、微擠出成型���、微熱壓成型等技術(shù)[42]。其基本成型方法與傳統(tǒng)成型方法類似�,不同的是需要研究聚合物微米尺度的流變特性以及填充機(jī)理等[43]。聚合物微結(jié)構(gòu)也可采用等離子體刻蝕�����、光學(xué)光刻法以及電場(chǎng)誘導(dǎo)聚合物微結(jié)構(gòu)成型等[44]���。
2.3 激光塑料加工技術(shù)
激光具有能量密度大����、速度快�����、無(wú)噪音�、定位準(zhǔn)確等優(yōu)勢(shì),將激光技術(shù)應(yīng)用到塑料加工成型中����,可對(duì)產(chǎn)品進(jìn)行成型微加工及表面改性處理等[45]�。激光技術(shù)在塑料成型中的應(yīng)用主要包括:聚合物切割�、激光打孔、激光焊接����、微流控芯片制造、3D打印成型等����。
激光切割主要是利用激光的瞬時(shí)高溫將材料熔化、汽化或者分解�����,對(duì)于塑料產(chǎn)品同樣適用�,但由于高分子材料的特殊性,產(chǎn)品切割后的表面質(zhì)量以及精度控制仍是需要研究的問(wèn)題[46]�。激光打孔與激光切割原理一樣��,主要是利用激光的超高溫實(shí)現(xiàn)����,激光打孔定位準(zhǔn)確、效率高�,但設(shè)備的成本較高����。目前對(duì)于聚合物的激光打孔主要應(yīng)用領(lǐng)域是PCB印刷線路板行業(yè)[47]�����。激光焊接是利用高能量激光束將焊接部分的聚合物熔融����,在熔體狀態(tài)下冷卻黏結(jié)成型,激光焊接具有速度快�����,定點(diǎn)焊接�、無(wú)污染等優(yōu)勢(shì),但焊接精度��,強(qiáng)度以及復(fù)雜結(jié)構(gòu)焊接仍面臨一定的挑戰(zhàn)[48~49]����。
微流控芯片制造也屬于微納制造領(lǐng)域,而激光憑借其無(wú)接觸加工���、定位準(zhǔn)確���、可實(shí)現(xiàn)微結(jié)構(gòu)加工等優(yōu)勢(shì)���,是實(shí)現(xiàn)微流控芯片制造的重要手段,包括激光燒蝕�、光聚合、光還原��、光動(dòng)力組裝等����,采用的材料可 以為光固化材料和熱固性材料[50]。對(duì)于激光在聚合物3D打印中的應(yīng)用主要是光固化成型法(SLA)和選擇 性激光燒結(jié)(SLS)兩種方法��。在SLA成型中��,激光主要作為光源促使光聚合反應(yīng)[51]�;在SLS成型中,激光作為熱源將照射部分的聚合物加熱到熔融狀態(tài)[52]���。
3 總結(jié)與展望
塑料加工成型作為現(xiàn)代制造的基礎(chǔ)行業(yè)�����,已經(jīng)應(yīng)用到國(guó)民經(jīng)濟(jì)的各個(gè)領(lǐng)域�。隨著物聯(lián)網(wǎng)����、大數(shù)據(jù)信息時(shí)代的帶來(lái),對(duì)于塑料加工成型的發(fā)展提供了新的契機(jī)�����,特別是區(qū)域鏈�、數(shù)據(jù)共享等新興模式。未來(lái)�����,塑料加工成型將在智能化���、精密化�、模塊化以及綠色低耗等方向上大有可為���。
參考文獻(xiàn) :
[1] 瞿金平 . 塑料加工成型技術(shù)的最新研究進(jìn)展[J] . 中國(guó)工程科學(xué)��,2011,13(10):58-68.
[2] 楊寧����,王恩功 . 塑料加工成型技術(shù)的最新研究進(jìn)展[J] . 工業(yè)設(shè)計(jì), 2016(06):157-158.
[3] 劉紅燕 . 塑料加工成型技術(shù)現(xiàn)狀及研究進(jìn)展[J] . 合成樹脂及塑料�����, 2017,34(06):93-96.
[4] 謝暉 . 塑料成型加工技術(shù)發(fā)展現(xiàn)狀及研究進(jìn)展[J] . 云南化工����,2019,46(04):152-153.
[5] 王天鵬 . 擠出機(jī)發(fā)展歷史分析[J] . 南方農(nóng)機(jī), 2017,48(24):60 .
[6] 高峰�, 李海梅,申長(zhǎng)雨 . 塑料成型加工實(shí)用技術(shù)講座(第四講)擠出成型發(fā)展現(xiàn)狀[J] . 工程塑料應(yīng)用���, 2003(06):52-55.
[7] 李建軍���,廖洋威,李東 . 雙螺桿擠出機(jī)磨損程度對(duì) PP/GF共混過(guò)程流場(chǎng)的影響[J] . 廣東化工�����, 2020,47(12):28-30.
[8] 黃興元�����,柳和生,周國(guó)發(fā) , 等 . 輔助擠出技術(shù)在聚合物擠出加工中的應(yīng)用[J] . 工程塑料應(yīng)用�, 2005(03):34-37.
[9] 李艷梅���,劉廷華 . 雙螺桿強(qiáng)制潤(rùn)滑擠出 UHMWPE 板材的研究[J] . 高分子材料科學(xué)與工程���, 2003(06):194-197.
[10] 尹延國(guó),朱元吉����,解挺 . 潤(rùn)滑擠出成型技術(shù) [J] . 現(xiàn)代塑料加工應(yīng)用, 1996(02):37-40.
[11] 黃益賓�,柳和生,黃興元 . 氣體輔助擠出成型技術(shù)的研究進(jìn)展[J] . 塑料科技�����, 2008(11):90-93.
[12] 鄢超�,柳和生, 黃興元���, 等. 聚合物氣體輔助擠出成型[J] . 中國(guó)塑料��, 2003(11):25-28.
[13] Ren Z, Huang X, Xiong Z . Experimental and numerical studies for the gas-assisted extrusion forming of polypropylene micro -tube [J] . International Journal of Material Forming . 2020(13):235 -56.
[14] 劉成娟��,劉成剛�,李延平 . 高分子材料注塑成型技術(shù)應(yīng)用及發(fā)展趨勢(shì)[J] . 塑料工業(yè), 2019,47(10):7-10+45 .
[15] 李躍文 . 塑料注塑成型技術(shù)新進(jìn)展[J] . 塑料工業(yè)�����, 2011,39(04):6-9.
[16] P. Olley.An approximation to the PTT viscoelastic model for ga s a ssi st ed i nj e c t i on m oul di ng si m ul a t ion [J] . Journa l of Non -Newtonian Fluid Mechanics, 2020, 278.
[17] 上官元碩���,章凱�����,柳和生�����,等 . 基于不同材料特性的水輔注塑模擬[J] . 塑料���, 2020,49(01):109-113.
[18] 王如波,王勇��,夏欣 . 微發(fā)泡注塑成型技術(shù)的研究和應(yīng)用[J] . 橡塑技術(shù)與裝備���, 2019,45(10):30-34.
[19] 趙正創(chuàng)����,歐陽(yáng)春發(fā),相旭��,等 . 微發(fā)泡聚合物材料的研究進(jìn)展[J] . 化工進(jìn)展��,2016,35(S1):209-215.
[20] 彭響方�,劉婷����,陳金偉 . 精密注塑成型技術(shù)的最新進(jìn)展 [J] . 塑 料, 2004(06):79-83+57.
[21] 王攀 . 精密注塑成型技術(shù)探究 [J] . 機(jī)電信息�����, 2013(24):106-107.
[22] Zhang H, Fang F, Gilchrist M D, et al .Precision replication of micro features using micro injection moulding:Process si m ul a t i on a nd val i da t i on [J] . Ma t e ri a l s & De si gn, 2019,177:107829 .
[23] 劉軍輝 . 聚合物光學(xué)透鏡的精密注塑成型關(guān)鍵技術(shù)研究[D] . 廣東工業(yè)大學(xué)���, 2019.
[24] 王志偉 . 基于 CAE 技術(shù)的紡織線夾器注塑成型工藝分析 [J] . 現(xiàn)代制造技術(shù)與裝備�, 2019(08):164-165+171 .
[25] 劉學(xué)���,張玉霞 . 塑料中空吹塑成型用原料��、工藝及設(shè)備的發(fā)展 [J] . 中國(guó)塑料���, 2010,24(03):83-91.
[26] 李海梅�����,高峰��,申長(zhǎng)雨 . 吹塑成型發(fā)展現(xiàn)狀[J] . 塑膠工業(yè)���, 2006(03):15-19.
[27] 劉良先,馮志華���,呼春雪���,等 . 基于正交試驗(yàn)的 PET 瓶拉伸吹塑優(yōu)化設(shè)計(jì) [J] . 中國(guó)塑料, 2020,34(06):73-79.
[28] 胡青春����,胡斐,姜曉平�����,等 . 雙軸向拉伸吹塑成型技術(shù)原理和實(shí)驗(yàn)研究 [J] . 塑料工業(yè)���, 2020,48(02):82-87+91 .
[29] 趙佳 . 超高分子量聚乙烯模壓成型研究 [D] . 北京化工大學(xué)���, 2015.
[30] 沃西源����,薛芳�,李靜 . 復(fù)合材料模壓成型的工藝特性和影響因素分析 [J] . 高科技纖維與應(yīng)用, 2009,34(06):41-44.
[31] 秦瑞冰�����,烏日開西 · 艾依提���,滕勇 .FDM 式 3D 打印技術(shù)研究進(jìn)展 [J] . 制造技術(shù)與機(jī)床, 2020(02):40-44.
[32] Chi B, Jiao Z, Yang W.Design and experimental study on the freeform fabrication with polymer melt droplet deposition[J] . Rapid Prototyping Journal, 2017, 23(3):RPJ-03-2015-0028.
[33] 楊衛(wèi)民���,遲百宏��,高曉東���,等 . 軟物質(zhì)材料3D打印技術(shù)研究進(jìn)展 [J] . 塑料, 2016,45(01):70-74.
[34] M . Ajay Kumar, M . S . Khan, S . B . Mishra . Effect of machine parameters on strength and hardness of FDM carbon fiber reinforced PETG therm oplastics[J] . Ma terials Today:Proceedings�,2020,27(Pt 2) printed
[35] Quan H Y, Ting Z, Hang X, et al . Photo-curing 3D printing technique and its challenges[J] . Bioactive Materials,
[36] 2020,5(1) .龔小弟���,王智,于寧���,等 . 用于選擇性激光燒結(jié)的聚合物粉末材料研究進(jìn)展 [J] . 功能材料 , 2019,50(10):10 02-10 039.
[37] 孫靖堯�����, 吳大鳴���, 劉穎, 等 . 聚合物微納制造技術(shù) [J] . 橡塑技術(shù)與裝備���, 2016,42(10):1-9.
[38] 楊衛(wèi)民��, 李好義����, 吳衛(wèi)逢�, 等 . 熔體靜電紡絲技術(shù)研究進(jìn)展 [J] . 北京化工大學(xué)學(xué)報(bào) ( 自然科學(xué)版 ), 2014,41(04):1-13.
[39] 王艷 . 水溶性聚合物溶液靜電紡絲的研究 [D] . 北京化工大學(xué)�, 2015.
[40] 王肖娜, 李莘, 王宏�, 等 . 熔體靜電紡絲研究進(jìn)展 [J] . 高分子通報(bào), 2013(07):15-26.
[41] 王紫行���,伍先安�����,陳明軍���,等 . 聚合物熔體靜電紡納米纖維技 術(shù)研究進(jìn)展[J] . 化工新型材料, 2020,48(03):29-32+36 .
[42] 談衛(wèi)國(guó)�, 許忠斌, 蔣興浩 . 聚合物微納加工設(shè)備的研究進(jìn)展 [J] . 橡塑技術(shù)與裝備����, 2015,41(02):6-13.
[43] 王軍力�����,王海雄���,譚曉丹 . 微尺度效應(yīng)對(duì)聚合物微成型的影響 [J] . 塑料��, 2019,48(03):46-51+65 .
[44] 蔡安江���,周嘉瑋 , 葉向東 . 電場(chǎng)誘導(dǎo)聚合物微結(jié)構(gòu)成型研究及其新工藝探索 [J] . 化工新型材料��, 2019,47(05):175-179.
[45] 高曉東��,李好義����,陳明軍 . 激光加工技術(shù)在塑料成型加工中的應(yīng)用研究進(jìn)展 [J] . 橡塑技術(shù)與裝備�����, 2019,45(08):26-32.
[46] Choudh ury I A, Shirley S . Laser cutting of polymeric materials:an experimental investigation [J] . Optics & Laser
[47] Technology, 2010, 42(3):503 -508.榮烈潤(rùn) . 激光微細(xì)孔加工技術(shù)及其應(yīng)用[J]. 機(jī)電一體化�����,2003, 9(6):8-12.
[48] Leister Machining Technology Corporation . Laser welding methods and equipment of joining plastics parts or plastic and other materials . Switzerland, 99101816.9 [P] . 2000 -09-20.
[49] Grewell D A, Benatar A . Diffractive optics as beam-shaping elements for plastics laser welding [J] . Optical Engineering, 2007, 46(11):118001 .
[50] Huft J, Da Costa D J, Walker D, et al . Three-dimensional large-scale microfluidic integration by laser ablation of interlayer connections[J] . Lab on a Chip, 2010, 10(18):2358-2365.
[51]李東方�,陳繼民,袁艷萍��,等 . 光固化快速成型技術(shù)的進(jìn)展及應(yīng)用 [J] . 北京工業(yè)大學(xué)學(xué)報(bào)���, 2015, 41(12):1769-1774.
[52] Mazzoli A, Moriconi G, Pauri M G . Charact eriza tion of an aluminum-filled polyamide powder for applications in selective laser sintering[J] . Materials & Design, 2007, 28(3):993-1000.






















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













