董嬪1��,董瑞佳2�����,張曉妍1
(1.河南工業(yè)職業(yè)技術(shù)學(xué)院機械工程學(xué)院,河南 南陽473000;
2.唐山工業(yè)職業(yè)技術(shù)學(xué)院自動化工程系�����,河北 唐山063299)
摘要:汽車大型塑件生產(chǎn)中����,塑件的脫模設(shè)計是模具設(shè)計成敗的關(guān)鍵因素,澆口的自動切除是影響塑件生產(chǎn)效率的另一關(guān)鍵因素�。在分析成型對象塑件結(jié)構(gòu)形狀及成型方案的基礎(chǔ)上��,提出了一種斜導(dǎo)柱增強復(fù)合斜頂機構(gòu)及澆口模內(nèi)自動熱切除機構(gòu)設(shè)計�����。所設(shè)計的模具為一模兩腔兩板式家族模具結(jié)構(gòu)��,模具采用2個斜導(dǎo)柱增強復(fù)合斜頂機構(gòu)��、2個斜導(dǎo)柱滑塊機構(gòu)����、14個滑動座圓桿斜頂機構(gòu)�、36根頂針和4個推管實施脫模;采用2個模內(nèi)熱切機構(gòu)來對冷澆口進行模內(nèi)自動熱切除��。生產(chǎn)實踐證明�,該模具設(shè)計巧妙,結(jié)構(gòu)新穎�����,成型的塑件獲得了良好的注塑效果�����,大幅提升了模具生產(chǎn)效率,極具設(shè)計參考價值�。
關(guān)鍵詞:內(nèi)飾板;斜頂機構(gòu)�����;澆口熱切機構(gòu)�;模具設(shè)計;熱流道
汽車門板上的支撐性內(nèi)飾件一般為大型塑件��,且都是左右成組設(shè)計���,即外形尺寸和形狀基本相同����,但局部區(qū)域的結(jié)構(gòu)設(shè)計特征不相同����,因為左右門的功能安裝件要求不一樣�。該類塑件的注塑成型模具生產(chǎn)一般采用家族模布局方式進行模具設(shè)計與制造,當流道較長的時候�,一般采用單點或者多點熱流道嘴對注塑機的噴嘴進行延伸后,再通過冷流道及冷澆口進行澆注���,以保證熔融料流在模腔內(nèi)的充填流動充足性��。冷澆口的切除一般采用人工剪除的方式��,這是一個嚴重降低生產(chǎn)效率和增加制造成本的技術(shù)缺陷�����。本文擬針對某內(nèi)飾板的注塑生產(chǎn)提供一種熱流道兩板式家族模模具結(jié)構(gòu)設(shè)計案例��,該模具內(nèi)設(shè)置有一種特殊的斜頂機構(gòu)及模內(nèi)冷澆口自動熱切除機構(gòu)�,生產(chǎn)效率高,具有極大的設(shè)計實踐參考價值���。
1左����、右內(nèi)飾板塑件結(jié)構(gòu)
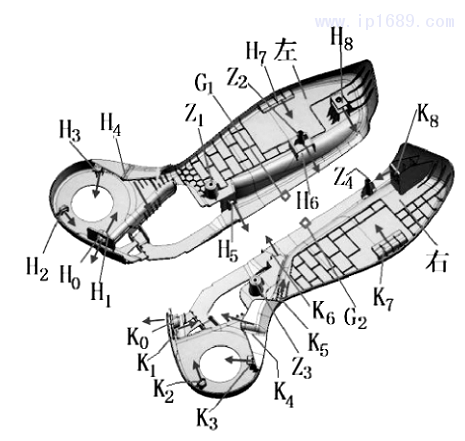
圖1a為某新款汽車左�、右前門上的開門拉鉤的支撐內(nèi)飾板的形狀圖。塑件材料采用PP(寧波大川DCPM1017)����,該塑料添加20%的玻璃纖維。塑件分為左、右兩件�,在車門內(nèi)壁上安裝,分別用于左右車門開門拉鉤座的安裝支撐����。兩塑件的正面形狀基本相似,但內(nèi)表面上分布特征稍有不同����。左、右塑件內(nèi)表面上所分布的脫模困難特征如圖1b所示���。在左飾板內(nèi)壁上�,分布有H1~H8共8個倒扣特征�����,且倒扣的形式不盡相同�����,外壁上�����,前端位置有1個圓柱型側(cè)孔H0特征�����,H0特征向內(nèi)壁延伸后�,形成倒扣特征H1;Z1、Z2為內(nèi)壁上的兩個螺絲柱���。同樣�,右飾板的內(nèi)壁上分布有K1~K8共8個倒扣特征���,其外壁的前端有一個K0孔�,該孔向內(nèi)延伸后形成倒扣特征K1���。Z3�����、Z4為內(nèi)壁上的兩個螺絲柱����。左右兩塑件的澆注分別在G1���、G2兩個位置開設(shè)扇形側(cè)澆口進行澆注���。
2脫模結(jié)構(gòu)設(shè)計
2.1機構(gòu)布置
左�、右內(nèi)飾板在模具中的布局如圖2所示����,針對塑件內(nèi)、外壁難脫模的結(jié)構(gòu)特征分別設(shè)置脫模機構(gòu)實施脫模����。針對左飾板塑件,其外壁的側(cè)孔H0特征采用斜導(dǎo)柱滑塊側(cè)抽芯機構(gòu)M1實施側(cè)抽芯脫模��,H1~H8特征采用X1~X8共8個斜頂機構(gòu)進行頂出式側(cè)抽芯脫模����。針對右飾板,K0孔特征采用滑塊側(cè)抽芯機構(gòu)M2實施側(cè)抽芯脫模�����,K1~K8特征采用Y1~Y8共8個斜頂機構(gòu)來實施頂出式側(cè)抽芯脫模�。兩個塑件的斜頂機構(gòu)中,斜頂X4�����、斜頂Y4機構(gòu)的結(jié)構(gòu)相似�����,其結(jié)構(gòu)設(shè)計如圖2b所示���,采用一種斜導(dǎo)柱增強復(fù)合斜頂機構(gòu);斜頂X1~X3���、斜頂X5~X8、斜頂Y1~Y3����、斜頂Y5~Y8機構(gòu)相似,都采用動座圓桿斜頂機構(gòu)���,只是斜頂桿的頂出方向不同�。
2.2斜導(dǎo)柱增強復(fù)合斜頂機構(gòu)
斜導(dǎo)柱增強復(fù)合斜頂機構(gòu)X4���、Y4的作用是針對塑件內(nèi)壁倒扣需要大角度��、長距離側(cè)抽芯時設(shè)計的���,如圖3所示��,機構(gòu)斜頂桿6的底端安裝于支撐塊11上����,支撐塊11兩側(cè)通過轉(zhuǎn)動銷14安裝有兩個導(dǎo)向塊12���、13�����,導(dǎo)向塊12�����、13可在斜頂座10所開設(shè)的滑動槽內(nèi)沿Kh向滑動���,同時,斜頂桿6和支撐塊11組合在一起后可繞轉(zhuǎn)動銷14按T1方向轉(zhuǎn)動�。支撐塊11內(nèi)開設(shè)有一個斜向?qū)е祝撔毕驅(qū)е着c斜導(dǎo)向柱8滑動配合�。斜導(dǎo)向柱8上端通過導(dǎo)向耐磨板7固定在模具的動模板下端面上,下端通過固定座16和壓板17用4個無頭螺絲緊固固定在模具底板上����。機構(gòu)的工作原理為:當注塑機按Km反向打開時���,注塑機頂出板推動斜頂座10按Km方向頂出��,支撐塊11在斜導(dǎo)向柱8的驅(qū)動下���,沿著Kh方向在斜頂座10的槽內(nèi)滑動�����,導(dǎo)向塊12����、13與支撐塊11之間可以相互轉(zhuǎn)動(T1方向)���,斜頂桿6被支撐塊11推動按S向頂出�����,從而實現(xiàn)其水平分向S1向的側(cè)抽芯脫模����。
2.3滑動座圓桿斜頂機構(gòu)
滑動座圓桿斜頂機構(gòu)的結(jié)構(gòu)如圖4所示。機構(gòu)的底座安裝于模具頂出板上����,其上通過23、24����、25、22���、21安裝第二斜頂桿20����,左活動滑塊24����、右活動塊25在斜頂座26的滑動槽為斜向槽,用于增大斜頂桿20的斜向頂出角度����,同樣,第二斜頂桿20和導(dǎo)滑塊22通過螺釘21鎖緊組合在一起后��,與滑塊23��、24之間可以繞轉(zhuǎn)動銷23的中心做T2向的旋轉(zhuǎn)轉(zhuǎn)動。兩個斜頂機構(gòu)中�,斜頂頭1、斜頂頭18采用獨立滑塊頭形式���,便于加工和安裝�。
2.4斜導(dǎo)柱滑塊機構(gòu)
滑塊機構(gòu)M1���、M2的結(jié)構(gòu)及安裝形式相同,M1的結(jié)構(gòu)組成如圖5所示�����,機構(gòu)斜導(dǎo)柱27驅(qū)動滑塊體32按S4方向抽芯抽出���,實現(xiàn)側(cè)孔型芯34與塑件的分離�。
2. 5 模內(nèi)澆口熱切除機構(gòu)
為實現(xiàn)流道廢料與塑件的自動分離�����,模具中設(shè)置模內(nèi)澆口熱切除機構(gòu)M3�、M4,兩個機構(gòu)的結(jié)構(gòu)形式相同�,以M3機構(gòu)為例��,該機構(gòu)在模具內(nèi)的安裝如圖6a所示�����,其結(jié)構(gòu)件組成如圖6b所示�����。機構(gòu)主要功能件切刀機構(gòu)安裝在模腔型芯鑲件上澆口位置處����,機構(gòu)控制則安裝在動模板38內(nèi)�����。機構(gòu)的工作原理為:模具閉合注塑完畢��,待模腔內(nèi)的塑件冷卻到一定程度�����,模具打開時��,注塑機外部的高壓油經(jīng)進油管口39、高壓油管40而進入油道板41內(nèi)�����,經(jīng)油道板41的管道分流控制后����,進入微型油缸42內(nèi),微型油缸42驅(qū)動推桿43頂出�����,推動切刀座47及其上的切刀50克服刀座彈簧48的阻力將澆口51切開��,實現(xiàn)流道52與塑件的分離�����。切除完畢�����,高壓油經(jīng)出口油管44排出����,切刀座47及推桿43被刀座彈簧48推回復(fù)位,等待下一次切除動作�����。
3模具結(jié)構(gòu)及實際生產(chǎn)驗證
3.1模具3D結(jié)構(gòu)設(shè)計
模具3D結(jié)構(gòu)如圖7所示�,模具采用兩板式熱流道結(jié)構(gòu),通過一個共用的熱流道嘴對兩個模腔進行熔融塑料輸送��。模腔的成型件采用型腔鑲件78����、型芯鑲件76組成,鑒于該兩成型件尺寸較大��,難以控制其精度的需要����,該兩鑲件安裝時采用錐度塊58靠單邊進行鎖緊安裝,以保證模具閉合時兩者的閉合位置精度��。塑件采用頂出板上安裝斜頂機構(gòu)�、頂針、推管等機構(gòu)頂出件進行頂出���,因為頂出板上安裝有16個斜頂機構(gòu)�����,36根頂針�,4個推管,頂出元件較多��,頂出板67����、板68的頂出復(fù)位位置必須準確可靠,板67�����、板68的邊角上安裝有行程開關(guān)73���,以準確控制此兩板的復(fù)位����。
3.2模具加工實物驗證
模具零部件經(jīng)加工完成裝配后�����,組裝后的定模如圖8a所示��,動模如圖8b所示����。成型件加工完成時,定模模腔內(nèi)壁的表面粗糙度須拋光至Ra=0.4μm��,動模型芯面的經(jīng)數(shù)控銑削加工后表面粗糙度Ra=0.8μm��。
3.3試模塑件實物驗證
模具經(jīng)裝配�、調(diào)試后裝于注塑機上進行試模,試模第三次時�����,左產(chǎn)品上角存在充填不足問題���。經(jīng)模流分析驗證后����,此處充填壓力不足�,改善方式有增強排氣及擴大澆口兩種辦法,模腔內(nèi)注塑PP料時����,排氣需要增強��,故在型腔鑲件78上��,模腔分型面上等距開設(shè)了6條散射狀排氣槽�,其深度為0.02mm����,寬度為6mm,對應(yīng)的引氣槽深度0.5mm�����,并在上端大孔中心位置增設(shè)了排氣孔���。經(jīng)后續(xù)多次試模后�����,充填不足問題得到解決��,塑料成型質(zhì)量良好����,如圖9所示�。
4 結(jié)論
1) 針對脫模困難的問題,分別設(shè)計了一種斜導(dǎo)柱增強復(fù)合斜頂機構(gòu)���,機構(gòu)針對塑件內(nèi)壁倒扣需要大角度�、長距離側(cè)抽芯而設(shè)計�,解決普通單斜頂桿大角度、長側(cè)抽芯距離頂出時強度和剛度不足�����,容易折彎��、卡死的問題�。2) 針對澆口自動化剪切問題,設(shè)計了一種模內(nèi)澆口熱切除機構(gòu)��。機構(gòu)通過從外部引入高壓����,推動微型油缸驅(qū)動切刀完成澆口在模具上的自
動切除,極大地提高了模具的生產(chǎn)效率�,節(jié)省了塑件的單件生產(chǎn)成本。
生產(chǎn)實踐證明: 基于該模具結(jié)構(gòu)的創(chuàng)新設(shè)計�����,為塑件的成型降低了潛在的技術(shù)風(fēng)險,獲得了良好的注塑效果����,能為同類塑件的注塑模設(shè)計提供良好的參考價值。
參考文獻
[1]劉紅燕�,卞平.基于CAE分析的汽車剎車油盒家族模注塑模具設(shè)計[J]. 塑料,2019��,48 ( 3) : 70-73.
[2]邵良臣����,王悅,張鵬玉�,等.基于Moldflow的汽車控制面板旋鈕開關(guān)注塑模具設(shè)計[J].塑料工業(yè),2019���,47 ( 5) : 67-71.
[3]孫肖霞����,張?�。?基于CAE的汽車拉手外殼注塑工藝參數(shù)優(yōu)化[J].塑料工業(yè)�����,2019,47 ( 9) : 70-73.
[4]洪慎章.汽車車門把手臂注塑工藝及模具設(shè)計[J].橡塑技術(shù)與裝備���,2019,45 ( 8) : 38-40.
[5]張維合�����,成永濤�����,許淑娟���,等.汽車后背門護板熱流道大型注塑模設(shè)計[J].中國塑料�����,2019��,33 ( 5) : 102-107.
[6]洪慎章.汽車散熱器注塑工藝及模具設(shè)計[J].橡塑技術(shù)與裝備���,2019,45 ( 4) : 28-30.
[7]洪慎章.汽車儀表外殼注塑工藝及模具設(shè)計J].橡塑技術(shù)與裝備�,2019����,45 ( 12) : 14-16.
[8]洪慎章.汽車前燈罩注塑工藝及模具設(shè)計[J].橡塑技術(shù)與裝備��,2019�����,45 ( 23) : 25-27.
































 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





