當(dāng)熔融膜拉伸過(guò)遠(yuǎn)、過(guò)快,產(chǎn)生應(yīng)變硬化時(shí),膜泡即從?�?跀嗔?。 建議調(diào)整氣環(huán),降低冷卻速率。對(duì)于膜片式氣圈,關(guān)閉膜片和或提高可調(diào)
來(lái)源: 發(fā)布時(shí)間:2016年06月17日 09:22:18 閱讀:4540
發(fā)泡聚苯乙烯�����,又稱(chēng)可發(fā)性聚苯乙烯(expandable polystyrene, EPS)����,具有相對(duì)密度小(1.05g/cm3)����、熱導(dǎo)率低、吸水性小���、耐沖擊振動(dòng)、隔熱��、隔音����、防潮���、減振、介電性能優(yōu)良等優(yōu)點(diǎn)���,廣泛地用于機(jī)械設(shè)備����、儀器儀表...
來(lái)源: 發(fā)布時(shí)間:2016年06月17日 09:08:11 閱讀:4933
塑料注塑加工件冷卻時(shí)間的分析與計(jì)算在注射生產(chǎn)中���,塑料注塑加工件冷卻時(shí)間約占整個(gè)注射生產(chǎn)周期的80%�。冷卻不良常常導(dǎo)致制品翹
來(lái)源: 發(fā)布時(shí)間:2016年06月16日 15:13:47 閱讀:1385
注塑工藝調(diào)校基礎(chǔ)資料,太齊全了����!◆溫度溫度的測(cè)量和控制在注塑中是十分重要的。
來(lái)源: 發(fā)布時(shí)間:2016年06月16日 15:11:32 閱讀:3564
注塑件產(chǎn)生塑料的降解起因及解決辦法描述:注塑件或注塑件的某些部分變了顏色���;顏色通常在降解的地方變深�����,顏色從黃色經(jīng)桔黃以變
來(lái)源: 發(fā)布時(shí)間:2016年06月16日 15:10:40 閱讀:1502
一��、 成型產(chǎn)品外觀�、尺寸、配合. 產(chǎn)品表面不允許缺陷:缺料��、燒焦 �、頂白 、白線(xiàn) ���、披峰 �、起泡 ��、拉白(或拉裂�����、拉斷) �����、烘印
來(lái)源: 發(fā)布時(shí)間:2016年06月15日 10:06:30 閱讀:4902
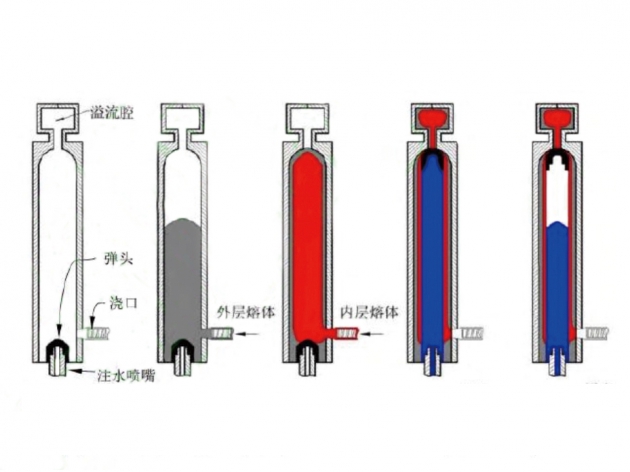
一�����、簡(jiǎn)介注-吹成型工藝方法源于20世紀(jì)50年代初�。國(guó)外聚烯烴(HDPE,PP)藥用塑料瓶的應(yīng)用早于70年代�����。相關(guān)設(shè)備研究制造廠(chǎng)家有德國(guó)B
來(lái)源: 發(fā)布時(shí)間:2016年06月15日 10:03:33 閱讀:3777
對(duì)原材料的要求:聚乙烯吹塑薄膜根據(jù)使用要求主要有重包裝膜、一般包裝膜、農(nóng)業(yè)膜三種�����。聚乙烯樹(shù)脂的分子量用熔體指數(shù)(MI)的大小來(lái)表示���。
來(lái)源: 發(fā)布時(shí)間:2016年06月15日 09:56:02 閱讀:4904
模具腐蝕生銹經(jīng)典案例解析����,在這對(duì)模具熱處理后表面出現(xiàn)腐蝕生銹疤痕����,模具在淬火后容易產(chǎn)生裂紋造成模具報(bào)廢,模具在使用過(guò)程種
來(lái)源: 發(fā)布時(shí)間:2016年06月12日 09:27:20 閱讀:3364



















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













