同向旋轉(zhuǎn)三螺桿擠出機(jī)固體輸送段輸送特性研究
李 響1���,王東陽2�����,朱向哲1∗
(1.遼寧石油化工大學(xué)機(jī)械工程學(xué)院��,遼寧 撫順 113001����;2. 撫順市技師學(xué)院��, 遼寧 撫順 113123)
摘 要: 基于離散元法分別對(duì)同向旋轉(zhuǎn)的三螺桿以及雙螺桿擠出機(jī)固體輸送行為進(jìn)行仿真模擬���,對(duì)三螺桿擠出機(jī)顆粒 速度分布以及受力分布進(jìn)行分析����,將三螺桿和雙螺桿擠出機(jī)顆粒填充效率�、輸送質(zhì)量以及質(zhì)量流率進(jìn)行對(duì)比分析。結(jié)果表明��,位于螺棱和機(jī)筒附近位置的顆粒受到螺棱推力及機(jī)筒摩擦力影響較大�,具有較高的速度;擠出機(jī)內(nèi)部各區(qū)域顆粒填充順序受螺桿旋轉(zhuǎn)方向影響�����,位于嚙合區(qū)的顆粒會(huì)受到另一側(cè)螺桿的螺棱作用因而減小了顆粒間相對(duì)滑動(dòng)的趨勢(shì),從而提高顆粒輸送能力���,三螺桿擠出機(jī)擁有更多的嚙合區(qū)�,因此其填充效率高于雙螺桿擠出機(jī)����;隨著轉(zhuǎn)速的升高,兩種擠出機(jī)質(zhì)量流率均明顯提高�;同等轉(zhuǎn)速下,三螺桿擠出機(jī)質(zhì)量流率較雙螺桿擠出機(jī)提高了約25 %���。
關(guān) 鍵 詞: 三螺桿擠出機(jī)�;固體輸送段����;填充效率;輸送質(zhì)量��;質(zhì)量流率
0 前言
作為一種新型高效聚合物加工設(shè)備��,倒三角形排列的三螺桿擠出機(jī)[1-2]內(nèi)部有1個(gè)中心區(qū)和 3個(gè)嚙合區(qū)���,相較于雙螺桿擠出機(jī)而言�,具有嚙合區(qū)數(shù)量多、擠壓面積大�、混合效果好等優(yōu)點(diǎn)。擠出理論按照其功能大致分為固體輸送�、熔融和熔體輸送3個(gè)部分。目前�,對(duì)于三螺桿擠出機(jī)的研究大多集中在熔融段和熔體輸送段物料流動(dòng)及混合特性。胡冬冬等[3]建立了三螺桿擠出機(jī)嚙合塊元件的三維等溫流場(chǎng)有限元模型����,利用 Poly‐flow 軟件分析了三螺桿嚙合塊元件的物料流動(dòng)和混合規(guī)律�。Jiang等[4]采用有限元數(shù)值模擬和實(shí)驗(yàn)相結(jié)合驗(yàn)證了三螺桿擠出機(jī)中炭黑加工的高效物料輸運(yùn)能力和強(qiáng)剪切效率。朱向哲等[5]利用計(jì)算流體動(dòng)力學(xué)(CFD)技術(shù)���,采用三維流‐熱耦合模型對(duì)三螺桿擠出機(jī)流場(chǎng)���、溫度場(chǎng)、壓力場(chǎng)和黏性生熱分布進(jìn)行了數(shù)值模擬��,研究了螺桿轉(zhuǎn)速�����、螺紋頭數(shù)�����、壓力差和擠出量等參 數(shù)對(duì)三螺桿擠出機(jī)擠出功耗和比能產(chǎn)量的影響,并和常規(guī)雙螺桿擠出機(jī)進(jìn)行了對(duì)比分析�。龐軍艦等[6]利用 數(shù)值模擬與工業(yè)機(jī)實(shí)驗(yàn)的方法,建立了三螺桿擠出機(jī)壓差對(duì)比實(shí)驗(yàn)���,研究了熔體輸送能力����。陶琎等[7]利用有限元法對(duì)三螺桿擠出機(jī)熔融段的穩(wěn)態(tài)流動(dòng)過程進(jìn)行了數(shù)值模擬��,分析了三螺桿擠出機(jī)不同工藝條件下的建壓能力和功耗特性�。然而,目前對(duì)于三螺桿擠出機(jī)固體輸送段輸送特性的研究十分有限����,未見相關(guān)研究的報(bào)道。
固體輸送段作為聚合物加工的初期階段��,對(duì)后續(xù)聚合物熔融及熔體輸送效率有著重要影響[8]�����。因此���,探究三螺桿擠出機(jī)固體輸送段的輸送特性十分必要�����。本文基于離散元法[9]�,運(yùn)用 EDEM 軟件對(duì)3 種不同轉(zhuǎn)速下的三螺桿擠出機(jī)固體輸送段的填充狀態(tài)、顆粒運(yùn)動(dòng)�、質(zhì)量流率進(jìn)行數(shù)值模擬,并與常規(guī)雙螺桿擠出機(jī)進(jìn)行對(duì)比分析�,為三螺桿擠出機(jī)的優(yōu)化設(shè)計(jì)提供理論參考。
1 幾何模型
用Solid Works繪制雙螺桿以及三螺桿擠出機(jī)固體輸送段模型�,并按照一定比例進(jìn)行縮放,加料口垂直于螺桿上方�,寬度與螺槽寬度一致�����,如圖1���、圖2所示���。兩種擠出機(jī)均采用相同規(guī)格的三頭螺紋螺桿,螺桿長(zhǎng)300 mm��、根徑35 mm、外徑45 mm�����、螺紋導(dǎo)程45 mm�����、相鄰螺桿中心距均為44 mm��。機(jī)筒與螺桿間距1 mm��,雙螺桿擠出機(jī)兩螺桿平行放置����,三螺桿擠出機(jī)螺桿中心連線呈倒立的正三角形。2種擠出機(jī)分別進(jìn)行3種不同轉(zhuǎn)速下仿真模擬�����,螺桿均沿逆時(shí)針旋轉(zhuǎn)��,轉(zhuǎn)速分別為70����、110�、150 r/min���。
圖1 雙螺桿擠出機(jī)幾何模型
圖2 三螺桿擠出機(jī)幾何模型
2 數(shù)學(xué)模型
為滿足計(jì)算條件��,提出如下假設(shè)[10]:
(1)顆粒為剛性體��,輸送過程中不會(huì)發(fā)生較大變形����;
(2)顆粒間無黏附力作用���,保持剛性接觸����;
(3)每個(gè)時(shí)間步長(zhǎng)內(nèi)���,顆粒之間不存在擾動(dòng)傳遞現(xiàn)象,只有直接接觸的顆粒之間才會(huì)發(fā)生相互作用����;
(4)每個(gè)時(shí)間步長(zhǎng)內(nèi),各單元的速度和加速度穩(wěn)定不變�����。
離散元顆粒的模擬是基于振動(dòng)方程模擬顆粒之間以及顆粒與邊界的接觸,將擠出過程中顆粒間的振動(dòng)運(yùn)動(dòng)進(jìn)行法向和切向分解��,法向振動(dòng)的方程如式(1) 所示:
m*d2un /dt2 + cn dun /dt + knun = Fn (1)
切向振動(dòng)表現(xiàn)為切向滑動(dòng)和顆粒滾動(dòng)�,其方程如 式(2)、式(3)所示:
m*d2us /dt2 + cs dus /dt + ksus = Fs (2)
I*d2θ/dt2 +( csdus /dt + ksus ) s =M (3)
式中 m*——顆粒的等效質(zhì)量���,kg
I*——顆粒的等效轉(zhuǎn)動(dòng)慣量�����,kg/m2
s——顆粒旋轉(zhuǎn)半徑�����,m
un——顆粒的法向相對(duì)位移��,m
us ——顆粒的切向相對(duì)位移�����,m
θ——顆粒自身的旋轉(zhuǎn)角度����,rad
Fn——顆粒所受外力的法向分量,N
Fs——顆粒所受外力的切向分量��,N
M——顆粒所受外力矩���,N·m
kn——接觸模型中的法向彈性系數(shù)
ks——接觸模型中的切向彈性系數(shù)
cn——接觸模型中的法向阻尼系數(shù)
cs——接觸模型中的切向阻尼系數(shù)
3 仿真參數(shù)設(shè)置
本文仿真采用球形顆粒����,粒徑為3mm�����。顆粒材料選用高密度聚乙烯(PE-HD)���,擠出機(jī)材料為鑄鋼�����,材料物性如表1所示�����。顆粒與顆粒之間、顆粒與擠出機(jī)之間接觸模型均為Hertz-Mindlin模型��,接觸參數(shù)見表2。為保證不同工況下兩種擠出機(jī)的輸送行為不受加料速度影響��,均采用溢流加料方式���,即保持加料口料位始終高于螺槽的加料狀態(tài)����。選擇此方式加料需將顆粒生成速度以及顆?��?倲?shù)調(diào)高�,本文設(shè)置顆粒生成速度均為5000 個(gè)/s��,總數(shù)均為 80000個(gè)����,顆粒生成1 s 后螺桿開始旋轉(zhuǎn),仿真總時(shí)長(zhǎng)為15s�����。
表 1 材料物性
Tab. 1 Material properties
材料 密度/kg·m-3 彈性模量/GPa 泊松比
鋼 7 850 203 0. 3
PE‐HD 945 1. 07 0. 46
表2 接觸屬性
Tab. 2 Contact attribute
相互作用 恢復(fù)系數(shù) 靜摩擦因數(shù) 滾動(dòng)摩擦因數(shù)
顆粒‐顆粒 0. 5 0. 29 0. 01
顆粒‐擠出機(jī) 0. 5 0. 25 0. 01
4 仿真結(jié)果與分析
4. 1 速度分析
模擬進(jìn)行至15s時(shí)���,擠出機(jī)內(nèi)部顆粒填充狀態(tài)和速度�����、壓力分布已經(jīng)達(dá)到穩(wěn)定狀態(tài)�����,選取此時(shí)刻110 r/ min轉(zhuǎn)速下的三螺桿擠出機(jī)軸側(cè)圖和截面圖進(jìn)行速度分析�。三螺桿擠出機(jī)內(nèi)部中心區(qū)面積呈現(xiàn)由大變小再變大的周期性變化,因此選取兩個(gè)截面��,其中一個(gè)截面中心區(qū)面積最大�����,另一個(gè)截面中心區(qū)面積最小���。擠出機(jī)出口方向?yàn)閆方向���,擠出機(jī)中心位置 Z=0,選取截面位置分別為Z=5 mm���、Z=25 mm�。
圖 3(a)為三螺桿擠出機(jī)顆粒速度分布軸側(cè)圖,圖中綠色顆粒速度較大���,在 0. 2~0. 8 m/s 之間,藍(lán)色顆粒速度較小�����,在0~0. 2 m/s之間�����??梢钥闯觯G色顆粒主要集中在螺桿棱和機(jī)筒附近以及左側(cè)螺桿靠近出口處的區(qū)域���。這是由于在擠出機(jī)內(nèi)部���,顆粒輸送主要依賴 螺棱對(duì)顆粒的推力和機(jī)筒與顆粒之間的摩擦力,而螺桿外表面對(duì)顆粒的摩擦力及推力不利于顆粒輸送���,因此遠(yuǎn)離螺桿外表面�����、靠近螺棱和機(jī)筒的顆粒運(yùn)動(dòng)速度較大�。顆粒在擠出機(jī)內(nèi)部運(yùn)動(dòng)時(shí),顆粒間的相互擠壓碰撞和摩擦?xí)哪?�,這不利于顆粒運(yùn)動(dòng)�����。填充度越高的區(qū)域�,顆粒間擠壓碰撞和摩擦越劇烈,顆粒速度越低����。而左側(cè)螺棱靠近出口處的區(qū)域填充度較低,因此位于此區(qū)域的顆粒速度較大��。
圖3 三螺桿擠出機(jī)顆粒速度分布圖
軸側(cè)圖只能看到擠出機(jī)螺桿外側(cè)位于螺槽內(nèi)部顆粒的速度分布���,為觀察嚙合區(qū)及中心區(qū)速度�,選取擠出機(jī)內(nèi)部截面���,圖 3(b)為擠出機(jī)顆粒速度分布截面圖�����。由截面圖可以看出���,綠色顆粒主要位于螺棱附近以及嚙合區(qū)���,而中心區(qū)顆粒普遍為藍(lán)色����,速度較低。這是因?yàn)槲挥趪Ш蠀^(qū)的顆粒運(yùn)動(dòng)主要依賴與螺桿直接接觸�,因此受到螺桿推力及摩擦力更大,而中心區(qū)顆粒離螺桿表面較遠(yuǎn)��,只能依賴嚙合區(qū)顆粒帶動(dòng)其運(yùn)動(dòng)����,能量傳遞的過程中逐層損耗,因此中心區(qū)顆粒速度較小�。相較于 Z=5 mm 截面,Z=20 mm位置截面由于中心區(qū)面積較小�,更多的顆粒位于嚙合區(qū)以及螺槽,速度較小的藍(lán)色顆粒數(shù)量明顯更少�。
4. 2 受力分析
選取與上述速度分析相同的時(shí)刻以及截面,對(duì)擠出機(jī)受力進(jìn)行分析����。圖4為擠出機(jī)內(nèi)部整體顆粒受力分布圖���,其中紅色顆粒受力最大,可達(dá)0. 007N��;其次為綠色顆粒����,受力在0. 0014~0. 0056N之間;藍(lán)色顆粒受力最小��,在0~0. 001N之間�。由圖 4(a)可以看出,藍(lán)色顆粒多集中在遠(yuǎn)離螺桿外側(cè)靠近機(jī)筒的位置���,而綠色和紅色顆粒集中在螺桿外表面附近�����?���?拷鼨C(jī)筒處顆粒主要受到機(jī)筒壓力�����、摩擦力以及螺桿外表面附近顆粒的碰撞及摩擦力,而此處顆粒受力呈藍(lán)色��,說明在螺槽內(nèi)部��,顆粒并沒有被完全壓實(shí)�,顆粒之間以及顆粒與機(jī)筒之間存在空隙,相互間作用力也相對(duì)較小��。螺桿外表面附近顆粒由于直接受到螺桿轉(zhuǎn)動(dòng)產(chǎn)生的推力以及摩擦力�����,其受到作用力明顯高于靠近機(jī)筒的顆粒�����。
圖4 三螺桿擠出機(jī)顆粒受力分布圖
為進(jìn)一步對(duì)擠出機(jī)內(nèi)部嚙合區(qū)及中心區(qū)顆粒的受力情況進(jìn)行分析��,截取擠出機(jī)內(nèi)部截面顆粒受力分布圖���,各顏色代表的顆粒受力與圖4(a)相同,如圖4(b)所示��。由圖4(b)可以看出,綠色及紅色顆粒主要集中在嚙合區(qū)����,而在中心區(qū)的顆粒大多呈藍(lán)色。中心區(qū)顆粒受力主要來自周圍嚙合區(qū)顆粒相對(duì)運(yùn)動(dòng)產(chǎn)生的碰撞及摩擦力����,此處顆粒受力較小說明中心區(qū)顆粒也未被壓實(shí),顆粒間存在間隙�,因此顆粒間相互作用力較小。嚙合區(qū)顆粒由于受到兩側(cè)螺桿旋轉(zhuǎn)產(chǎn)生的推力及摩擦力�����,受力明顯更大��,因此位于嚙合區(qū)顆粒呈紅色和綠色�。在Z=20mm 位置截面由于中心區(qū)面積更小,更多顆粒在嚙合區(qū)和螺槽內(nèi)����,受力較小的藍(lán)色顆粒明顯少于Z=5 mm截面。
4. 3 填充狀態(tài)分析
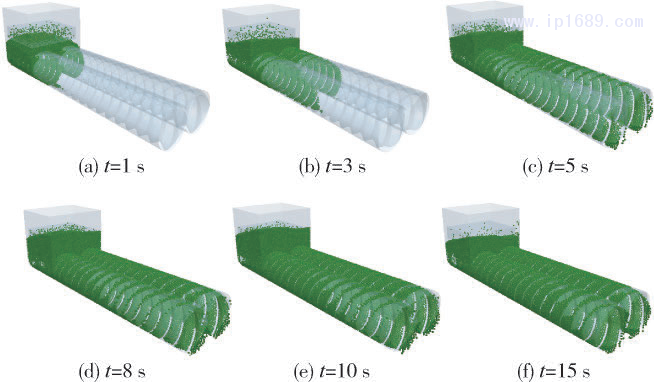
固體輸送的最佳狀態(tài)是在物料進(jìn)入熔融區(qū)前�����,能夠較大程度充滿螺槽并形成連續(xù)的料流,這樣可以使物料進(jìn)入熔融區(qū)后吸收更多內(nèi)摩擦熱和外熱從而加速熔融��,因此三螺桿和雙螺桿擠出機(jī)的填充效率是十分重要的討論內(nèi)容����。圖5、圖6和圖7為轉(zhuǎn)速110r/min時(shí)2種擠出機(jī)內(nèi)部顆粒各時(shí)刻的填充狀態(tài)����,將全部顆粒涂成墨綠色,由于三螺桿擠出機(jī)內(nèi)部存在一個(gè)中心區(qū)����,從外部軸側(cè)圖不容易看到其狀態(tài)變化���,在軸側(cè)圖的基礎(chǔ)上增加一組左視圖��,并把中心區(qū)顆粒涂上紅褐色以便于觀察���。為方便討論,統(tǒng)一將平行的2個(gè)螺桿稱為左�、右螺桿,其對(duì)應(yīng)螺槽為左�、右螺槽��;三螺桿擠出機(jī)下方螺桿稱為下螺桿��,其對(duì)應(yīng)螺槽為下螺槽�����。
圖5 三螺桿擠出機(jī)不同時(shí)刻顆粒填充狀態(tài)的軸側(cè)圖

圖6三螺桿擠出機(jī)不同時(shí)刻顆粒填充狀態(tài)的軸側(cè)圖
圖7 雙螺桿擠出機(jī)不同時(shí)刻顆粒填充狀態(tài)的軸側(cè)圖
如圖5和圖7所示���,2 種擠出機(jī)左、右螺槽上半部分的填充狀態(tài)具有相同特性�����,即右螺槽上半部分均先于左螺槽被充滿��。這種現(xiàn)象是由螺桿旋轉(zhuǎn)方向所決定的��。單獨(dú)分析左右螺槽除嚙合區(qū)以外的顆粒運(yùn)動(dòng)�,可以將螺桿看作靜止,機(jī)筒繞螺桿順時(shí)針轉(zhuǎn)動(dòng)從而拖動(dòng)顆粒運(yùn)動(dòng)����。這樣在左右螺槽的上半部分,就可以看成兩螺桿不動(dòng),機(jī)筒從左向右順時(shí)針拖拽顆粒運(yùn)動(dòng)��。這種運(yùn)動(dòng)自始至終都有向右側(cè)螺槽輸送顆粒的趨勢(shì)���。因此兩種擠出機(jī)左螺槽上半部分填充率均低于右螺槽���。
在嚙合區(qū),顆粒運(yùn)動(dòng)則受自身重力以及兩側(cè)螺桿旋轉(zhuǎn)產(chǎn)生的推力及摩擦力作用影響�����。分析此區(qū)域顆粒運(yùn)動(dòng)也可將螺桿分開單獨(dú)討論����。對(duì)于左、右螺桿間的嚙合區(qū)��,先將左螺桿看作靜止�,右螺桿順時(shí)針繞其轉(zhuǎn)動(dòng)���,左螺桿螺槽內(nèi)顆粒受到右螺桿拖拽作用����,一部分顆粒向左螺槽下半部分運(yùn)動(dòng);再將右螺桿看作靜止�,左螺桿繞右螺桿順時(shí)針轉(zhuǎn)動(dòng),受到左螺桿拖拽作用��,螺槽內(nèi)一部分顆粒向右螺槽上半部分運(yùn)動(dòng)��,這也再次解釋了在螺桿均逆時(shí)針旋轉(zhuǎn)時(shí)右螺槽上半部分相對(duì)左螺槽上半部分優(yōu)先填滿的原因����。在三螺桿擠出機(jī)中,在左右嚙合區(qū)向下運(yùn)動(dòng)的顆粒經(jīng)過中心區(qū)�����,在自身重力以及中心區(qū)兩側(cè)嚙合區(qū)的作用下�,優(yōu)先進(jìn)入下螺槽。用之前相同的分析方法可以得出���,顆粒填充的優(yōu)先級(jí)依次是下螺槽���、右螺槽、中心區(qū)和左螺槽����,此結(jié)論也與圖6完全相符�。而在雙螺桿擠出機(jī)中��,由于不在中心區(qū)以及中心區(qū)兩側(cè)嚙合區(qū)�����,顆粒直接進(jìn)入左��、右螺槽的下半部分���,對(duì)比圖5與圖7可以清楚地發(fā)現(xiàn)這個(gè)規(guī)律���。
為更加具體地對(duì)擠出機(jī)填充效率進(jìn)行對(duì)比,將兩種擠出機(jī)各時(shí)刻填充率進(jìn)行計(jì)算���,繪制填充率隨時(shí)間 變化的曲線圖�����,如圖8所示�??梢钥闯?,2種擠出機(jī)穩(wěn)定后的填充率都在47%左右,三螺桿擠出機(jī)填充率略高于雙螺桿擠出機(jī);三螺桿擠出機(jī)填充率增長(zhǎng)較快���,在10s時(shí)趨于穩(wěn)定��,而雙螺桿擠出機(jī)填充率增長(zhǎng)相對(duì)較慢�,在12s左右接近穩(wěn)定�����。經(jīng)過對(duì)比發(fā)現(xiàn)�,三螺桿擠出機(jī)填充效率高于雙螺桿擠出機(jī)。這是因?yàn)樵?種擠出機(jī)中�,顆粒的輸送主要依賴機(jī)筒、螺桿的拖動(dòng)和螺棱的推動(dòng)作用�����,而機(jī)筒和螺桿的推動(dòng)行為都是以摩擦力形式體現(xiàn)����,因此要考慮顆粒間相對(duì)滑動(dòng)對(duì)填充效率的影響。相較于單純靠機(jī)筒拖動(dòng)顆粒的區(qū)域��,在嚙合區(qū)����,一根螺桿的螺棱有阻止另一根螺桿上顆粒發(fā)生滑動(dòng)的趨勢(shì)���,因此的嚙合區(qū)顆粒的填充效率會(huì)更高,這也是雙螺桿擠出機(jī)在固體輸送段相較于單螺桿擠出機(jī)的優(yōu)勢(shì)所在���。而三螺桿擠出機(jī)相比于雙螺桿擠出機(jī)�����,增加了2個(gè)嚙合區(qū)�����,其填充效率也將高于雙螺桿擠出機(jī)�。
圖8 2 種擠出機(jī)填充率的曲線
4. 4 質(zhì)量流率分析
質(zhì)量流率是反映擠出機(jī)輸送性能的重要參數(shù)[11]�。計(jì)算質(zhì)量流率,需要先對(duì)擠出機(jī)輸送顆粒質(zhì)量進(jìn)行統(tǒng)計(jì)��。在擠出機(jī)出口對(duì)流過顆粒的質(zhì)量進(jìn)行監(jiān)測(cè)����,在70、110����、150 r/min3種轉(zhuǎn)速下��,三螺桿擠出機(jī)輸送顆粒質(zhì)量分別為0.0819、0.1349���、0. 1700kg�����;雙螺桿擠出機(jī)輸送顆粒質(zhì)量分別為0. 0650�、0.1073���、0.1412 kg���。圖9為不同轉(zhuǎn)速下三螺桿及雙螺桿擠出機(jī)輸送顆粒質(zhì)量隨時(shí)間的變化曲線。如圖9所示��,隨著時(shí)間的增長(zhǎng)��,2種擠出機(jī)輸送顆粒質(zhì)量的增長(zhǎng)率呈遞增的趨勢(shì)�����,且轉(zhuǎn)速越快增長(zhǎng)率越高。由于螺桿均在顆粒生成 1s后開始轉(zhuǎn)動(dòng)��,上述顆粒輸送質(zhì)量為擠出機(jī)運(yùn)行14s的輸送質(zhì)量����。通過計(jì)算求得在3種轉(zhuǎn)速下,三螺桿擠出機(jī)質(zhì)量流率分別為0. 0059�����、0. 0096���、0. 0126kg/s���;雙螺桿擠出機(jī)質(zhì)量流率分別為0. 0047、0. 0077�����、0. 0101kg/s���。2種擠出機(jī)質(zhì)量流率均隨轉(zhuǎn)速的提高而增長(zhǎng)�����,三螺桿擠出機(jī)質(zhì)量流率較雙螺桿擠出機(jī)提高了約25 %���。
圖9 輸送顆粒質(zhì)量
5 結(jié)論
(1)在三螺桿擠出機(jī)中����,靠近螺棱和機(jī)筒位置的顆粒受到螺棱推力及機(jī)筒摩擦力影響較大�,因此具有較高的速度���,中心區(qū)顆粒不能受螺桿直接作用���,速度較低;三螺桿均逆時(shí)針旋轉(zhuǎn)時(shí)�,左側(cè)螺桿靠近出口處區(qū)域顆粒的填充度較低,顆粒間碰撞和摩擦耗能更少��,顆粒運(yùn)動(dòng)速度更大��;
(2)即使在溢流加料狀態(tài)下����,擠出機(jī)內(nèi)部顆粒也未被完全壓實(shí),螺桿外表面附近以及嚙合區(qū)顆粒受螺桿轉(zhuǎn)動(dòng)產(chǎn)生的推力和摩擦力作用明顯,受力較大�����;靠近機(jī)筒區(qū)域顆粒以及中心區(qū)顆粒由于不能受到螺桿轉(zhuǎn)動(dòng)直接作用�����,受力較?���。?br type="_moz" />
(3)擠出機(jī)內(nèi)部各區(qū)域顆粒填充順序受螺桿旋轉(zhuǎn)方向影響���,顆粒填充主要依賴摩擦力拖動(dòng)�����,嚙合區(qū)螺桿之間可以相互阻止顆粒間發(fā)生相對(duì)滑動(dòng)的趨勢(shì)���,可以提高填充效率,三螺桿擠出機(jī)相比雙螺桿擠出機(jī)有更多的嚙合區(qū)���,因此三螺桿擠出機(jī)的填充效率更高�;隨著轉(zhuǎn)速提升,2種擠出機(jī)輸送顆粒質(zhì)量及質(zhì)量流率均呈增長(zhǎng)趨勢(shì)����,輸送質(zhì)量增長(zhǎng)率也隨轉(zhuǎn)速的增大而提高;三螺桿擠出機(jī)輸送顆粒質(zhì)量流率較雙螺桿擠出機(jī)提高了約25 %��。
參考文獻(xiàn):
[1] 陳 怡��, 劉廷華 . 多螺桿擠出機(jī)的開發(fā)與應(yīng)用進(jìn)展[J] . 中國(guó)塑料���, 2004�����,18(6):17.
[2] 姜 南, 朱常委 . 淺析三螺桿擠出機(jī)的混合作用[J] . 中 國(guó)塑料�����, 2001��,15(8):87-90.
[3] 胡冬冬�����, 陳晉南 . 嚙合同向三螺桿擠出機(jī)中三維等溫流動(dòng)的數(shù)值模擬[J]. 化工學(xué)報(bào),2004�����,55(2):280-283.
[4] JIANG N����,ZHU C W. Study on extrusion characteristics of the tri-screw extruder[J]. Polymer-Plastics Technology and Engineering,2008����,47(6): 590-594.
[5] 朱向哲,奚 文 . 三螺桿擠壓機(jī)熔體輸送段功耗特性的數(shù) 值分析[J] . 農(nóng)業(yè)機(jī)械學(xué)報(bào)��,2009�,40( 5): 119-123.
[6] 龐軍艦,何亞東���,信春玲��,等 . 三螺桿擠出機(jī)螺桿元件混 合特性的數(shù)值研究[J] . 中國(guó)塑料�����, 2012��,26(1): 103-108.
[7] 陶 琎���,閆寶瑞��,信春玲����,等 . 三螺桿擠出機(jī)的建壓能力與功耗特性[J] . 塑料��, 2016�,45(3):45-49.
[8] 亢本昊 . 單軸偏心轉(zhuǎn)子擠出機(jī)固體輸送過程及特性研究 [D]. 廣州:華南理工大學(xué),2020.
[9] 江 帥,何 紅 . 離散元法及其在單螺桿擠出機(jī)計(jì)算機(jī)模 擬中的應(yīng)用[J] . 塑料, 2012��,41(3): 86-89.
[10] 張 超 . 雙螺桿固體輸送行為及影響因素研究[D] . 昆 明:昆明理工大學(xué),2018.
[11] 賈明印����, 薛 平���, 朱復(fù)華 . 新型螺桿擠出機(jī)固體輸送理 論的研究[J] . 中國(guó)塑料�, 2006����,20(12): 103-107.























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













